

价格:面议
0
联系人:
电话:
地址:
注塑机液压系统中油温过高,江苏压铸机液压阀组厂家,原因有以下几点:油位过低,空气被吸入;或进口过滤器被堵,造成油负压气化,出泵时加压后又被“液化”造成油泵不正常工作;液压阀组中溢流阀(压力控制器)失效,江苏压铸机液压阀组厂家,江苏压铸机液压阀组厂家,或溢流管道与回油管道被堵;液压阀组及上面的元件堵塞;冷却系统出现故障。注塑机的模具重量由水平模板支承作上下开闭动作,不会发生类似卧式机的由于模具重力引起的前倒,使得模板无法开闭的现象,有利于持久性保持机械和模具的精度。因而注塑机液压控制阀组的品质直接决定了注塑产品的稳定性。液压阀组如何操作,欢迎找上海迈勒液压技术有限公司!江苏压铸机液压阀组厂家
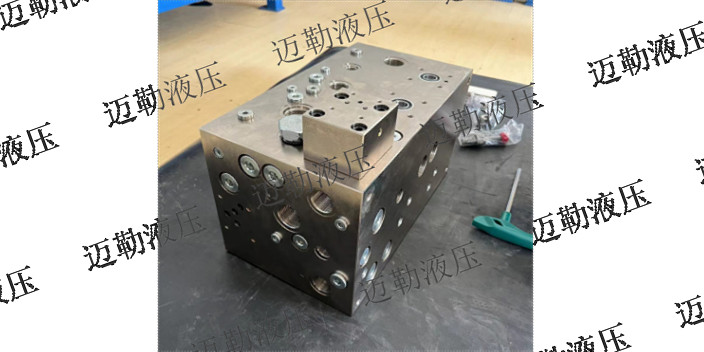
迈勒液压阀组,结构紧凑、油路清晰,配合电液比例阀的使用,解决了现有折弯机床操作复杂、运行成本高、整机过重不易搬移使用,液压泵站体积大的技术问题。整套阀组包括阀块、换向阀、液控先导换向阀、单向阀、液控单向阀、吸油单向阀,比例阀、比例溢流阀、充液阀、快下阀等。油缸动作顺畅、结合电液控制,机器实际使用效果佳,可代替力士乐或哈威液压集成控制阀组。除了阀组成套解决方案设计外,我司还具有加工阀块的能力与设备,可从源头控制整套产品质量。江苏压铸机液压阀组厂家液压阀组厂家专业提供各类液压阀组设计解决方案!
当油压机工作时,液压阀组上的电液换向阀通电,油泵吸油打压,经顺序阀进入电液换向阀的右侧,再通过单向阀进入上缸的上腔,再经电磁阀补油进入油缸上腔,回油从上缸的下腔,经单向顺序阀背压阀和液控单向阀,通过电液换向阀流回到油箱。油压机上缸在自重的作用下加速了向下快速运动,使上缸的上腔瞬间形成真空,补油箱的油会通过液控单向阀被吸进上缸的上腔消除真空,保持上缸的快速下移。当油压机上缸带动上模与下模合模后油液继续输入上油缸的上腔,油缸上腔压力升高,补油箱处的液控单向阀被关闭,切断了补油箱的供油,使上缸下行速度开始放慢,油缸上腔压力继续升高,当超过压力传感器的设定值时就会发出信号,控制电液换向阀转换到中位切断油缸上腔的供油,油压机上缸停止运动,进而进入保压阶段。完成后液压机电液换向阀左位被接通,油泵打出压力油经过顺序阀,通过电液换向阀的左位,经过液控单向阀和背压阀,进入上油缸的下腔,推动油缸向上运动的同时电磁阀切换到左位,油箱补油加速回程;油压机的油缸上腔的回油通过液控单向阀流回到补油箱,上缸能快速退回原位。
液压阀组中的阀块在加工中所需的设备:刨床、铣床用来加工阀块外形,钻床、CNC加工中心用来加工阀块的孔道和螺纹孔,平面磨床用来磨削阀块的6个外表面,然后打毛刺,并进行表面电镀处理。
油路块加工所需的刀具除通用刀具外,加工螺纹插装阀的安装孔道需使用相对应的成型钻头和成型饺刀,成型刀加工出的螺纹插装阀的安装孔精度和效率高。传统的加工方法加工螺纹插装阀的安装孔道,不仅加工精度差,而且效率极低,会影响螺纹插装阀的性能甚至造成失效。 迈勒液压,15年垃圾抓斗液压阀组设计、定制经验!
迈勒液压发货流程也有着明确的规定,正常情况下,迈勒会打木箱进行包装处理,阀块与阀块之间会用纸皮隔着,液压阀组与液压阀组之间,则会用单独的纸盒包装,确保上面的液压阀不会因为运输碰撞而发生弯曲、变形或者电磁线圈插头碎裂等情况的发生。另外迈勒物流运输一般是德邦快递、顺丰,价格虽然贵点,但服务有保障,基本上很难出现丢货、少货的情况,而且时效性也有保证。而上海本地的客户,迈勒则会亲自送货上门,或者采用货拉拉平台,高效快速,给客户提供良好的服务体验。配套液压阀组哪家好,来上海找迈勒!河南风电系统液压阀组批发
液压阀组设计、加工厂家,选上海迈勒就对了!江苏压铸机液压阀组厂家
液压阀组在进行功能试验之前应编制详细的试验大纲,用油管连接各油口或用堵头封堵。一般情况下可接溢流阀加载,如回路中有比例阀、调速阀和节流阀,则应接液压缸或液压马达进行试验。将液压阀组上P口的压力调到工作压力后,试验回路的动作功能,要求各元件的动作准确可靠。将液压阀组上的压力阀及压力继电器调到系统设定压力的位置并锁定,对于减压阀要求其在外负荷变化时,超调值应符合标准。液压阀组上的电磁阀中位机能应正确、换向灵敏、动作可靠,并要多次(5次以上)重复试验。调节液压阀组上的调速阀、节流阀、比例及伺服阀等,观察输出流量应随输入信号改变。调试中遇到故障时,不要急于拆检,要先从原理分析,列出引起故障的各种因素,从主到次逐一检查,并可借助测压接头检测关键点的实际压力。江苏压铸机液压阀组厂家





