

价格:35起
0
联系人:
电话:
地址:
关于铣刀磨损, 磨损形式.铣刀磨损的基本规律与车刀相似。高速钨钢铣刀的切削厚度较小,尤其在逆铣时,刀齿对工件表面挤压、滑行较严重,所以铣刀磨损主要发生在后面上,深圳五金铝刀盘厂家。用钨钢面铣刀铣削钢件时,因切削速度高,切屑沿前面滑动速度大,故后面磨损同时,前面也有较小的铣刀磨损。钨钢面铣刀进行高速断续切削,深圳五金铝刀盘厂家,使刀齿经受着反复的机械冲击和热冲击,产生裂纹而引起刀齿的疲劳破损。铣削速度愈高,产生这种铣刀磨损就愈早和愈严重。大多数钨钢面铣刀因疲劳破损而失去切削能力。如果铣刀几何角度选择不合理或使用不当,深圳五金铝刀盘厂家,刀齿强度差,则刀齿在承受很大的冲击力后,会产生没有裂纹的铣刀磨损。铝刀盘和前盾的同轴度位置误差。深圳五金铝刀盘厂家
数控加工刀具。数控加工刀具的选择的选择的选择方法方法随着数控机床在生产实际中的普遍应用,量化生产线的形成,数控编程已经成为数控加工中的关键问题之一。在数控程序的编制过程中,要在人机交互状态下即时选择刀具和确定切削用量。因此,编程人员必须熟悉刀具的选择方法和切削用量的确定原则,从而保证零件的加工质量和加工效率,充分发挥数控机床的优点,提高企业的经济效益和生产水平。刀具的选择是在数控编程的人机交互状态下进行的。应根据机床的加工能力、工件材科的性能、加工工序切削用量以及其它相关因素正确选用刀具及刀柄。深圳桥式铝刀盘品牌选择铝刀盘刀具寿命时可考虑:根据刀具复杂程度、制造和磨刀成本来选择。
从对温度的依赖程度来看,刀具正常磨损的原因主要是机械磨损和热、化学磨损。机械磨损是由工件材料中硬质点的刻划作用引起的,热、化学磨损则是由粘结(刀具与工件材料接触到原子间距离时产生的结合现象) 、扩散(刀具与工件两摩擦面的化学元素互相向对方扩散、腐蚀) 等引起的。(1) 相变磨损。当刀具上最高温度超过材料相便温度时,刀具表面金相组织发生变化。如马氏体组织转变为奥氏体,使硬度下降,磨损加剧。因此,工具钢刀具在高温时均用此类磨损。(2) 氧化磨损,氧化磨损是一种化学性质的磨损。
机加工中心刀具如何选择:在加工中心上,各种刀具分别装在刀库上,按程序规定随时进行选刀和按刀动作。因此必须采用标准刀柄,以便使钻、镗、扩、铣削等工序用的标准刀具迅速、准确地装到机床主轴或刀库上去。编程人员应了解机床上所用刀柄的结构尺寸、调整方法以及调整范围,以便在编程时确定刀具的径向和轴向尺寸。目前我国的加工中心采用TSG工具系统,其刀柄有直柄(3种规格)和锥柄(4种规格)2种,共包括16种不同用途的刀柄。铝刀盘在软岩巷道掘进时,刀盘上可装截齿或截齿与盘形滚刀混装。
机械加工中几个常见刀具问题分享。加长铣刀铣键槽,因为滚筒外圆与轴头外圆间隔大,编制技术时预备了加长键槽铣刀,铣键槽时反映刀具颤动无法加工。在现场剖析了加工疑问因素,铣工师傅仍是按通常铣刀铣键槽的办法,先笔直进给再水平进给加工。因为铣刀加长后稳定性差,所以笔直进给形成刀具颤动。对此疑问应跳出惯例加工技术,选用先钻孔后铣槽的办法加工,即是先在键槽方位上钻出进刀孔,然后换加长铣刀铣槽,避开加长铣刀笔直进给形成的颤动,疑问很快得到解决。铝刀盘粗加工时抗冲击,能承受较大的切削深度和进给速度。深圳新型铝刀盘价格
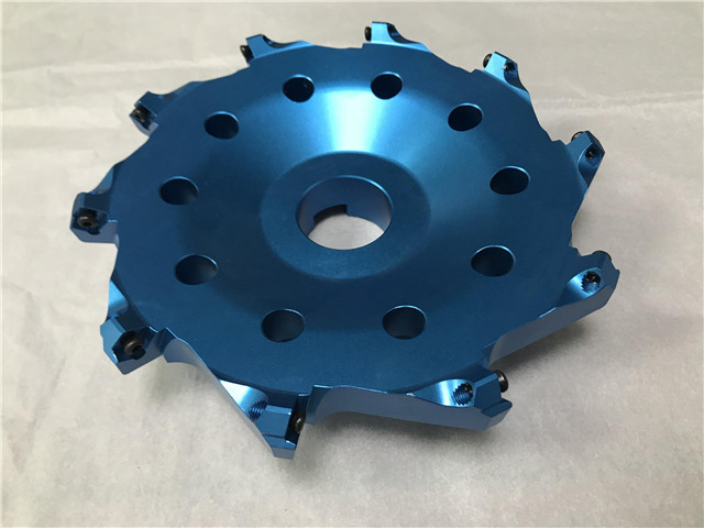
铝刀盘的车刀安装于第三级阶梯中,第二级阶梯中安装固定块。深圳五金铝刀盘厂家
机加工中心刀具刀柄如何选择:一般应遵循以下原则:①尽量减少刀具数量;②一把刀具装夹后,应完成其所能进行的所有加工步骤;③粗精加工的刀具应分开使用,即使是相同尺寸规格的刀具;④先铣后钻;⑤先进行曲面精加工,后进行二维轮廓精加工;⑥在可能的情况下,应尽可能利用数控机床的自动换刀功能,以提高生产效率等。加工过程中切削用量的确定,合理选择切削用量的原则是:粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书切削用量手册,并结合经验而定。深圳五金铝刀盘厂家
深圳市二荣科技有限公司主营品牌有二荣,发展规模团队不断壮大,该公司贸易型的公司。是一家有限责任公司企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司业务涵盖铝刀盘,五金塑胶,五金件,电子产品,价格合理,品质有保证,深受广大客户的欢迎。深圳二荣科技顺应时代发展和市场需求,通过高端技术,力图保证高规格高质量的铝刀盘,五金塑胶,五金件,电子产品。





