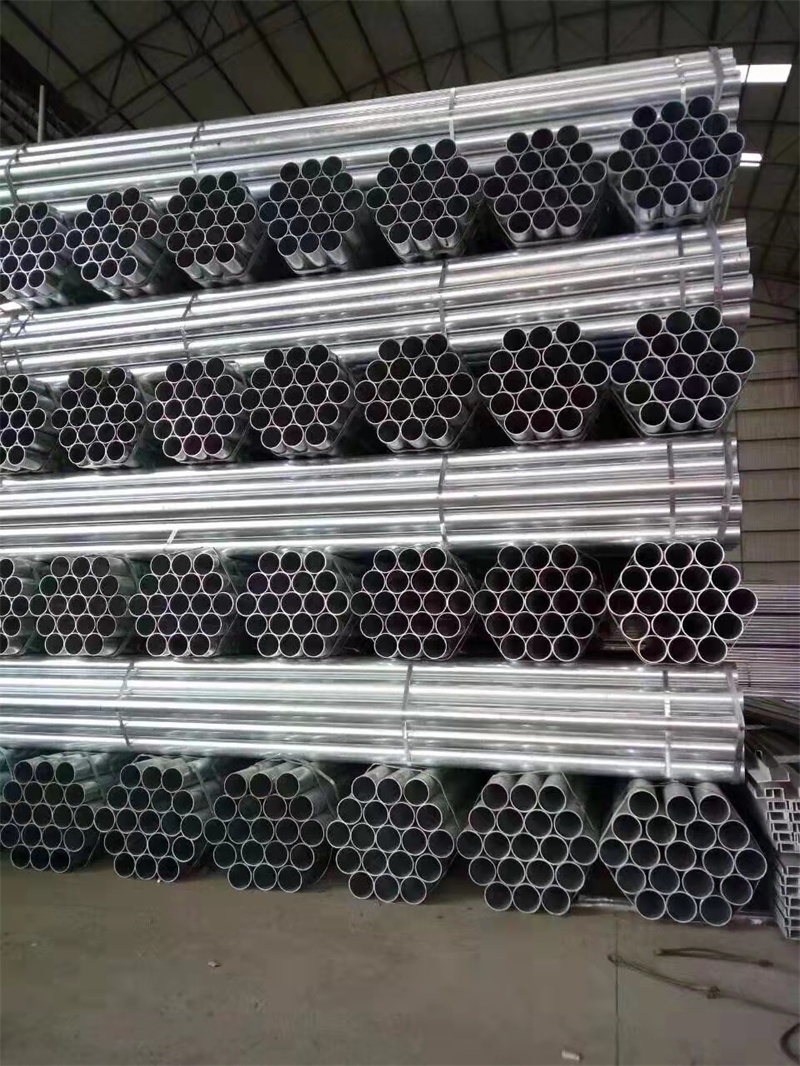
德宏衬塑镀锌管价格_镀锌管规格尺寸
价格:3200.00起
产品规格:
产品数量:
包装说明:
关 键 词:德宏衬塑镀锌管价格
行 业:建材 金属建材 钢材
发布时间:2022-09-05
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过或氯化锌水溶液或和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体,故其耐腐蚀能力强。
冷镀锌管就是电镀锌,镀锌量较少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多.正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀).只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些.目前已正式下文,淘汰技术落后的冷镀锌管,今后不准用冷镀锌管作水、煤气管.
热镀锌钢管 钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层.合金层与纯锌层、钢管基体融为一体.故其耐腐蚀能力强.
镀锌管焊接特点分析
镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。
同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。
如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,易引起焊缝气孔。
由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。
如何控制镀锌钢焊接工艺?
镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。
在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。
焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。
焊接手法:在焊多层焊的层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。
在焊角焊缝时,同样在层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量。
镀锌管生产步骤
工艺流程为:黑管--碱洗--水洗--酸洗--清水漂洗--浸助剂--烘干--热浸镀锌--外吹--内吹--空冷--水冷--钝化--水漂洗--检验--称重--入库。
镀锌管技术要求
1、牌号和化学成分
镀锌钢管用钢的牌号和化学成分应符合GB/T3091所规定的黑管用钢的牌号和化学成分。
2、制造方法
黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。
锌钢护栏易锈蚀的就是护栏下的下横管和小竖管,其锈蚀原因是雨水会积存于下横管,阳光暴晒后,会导致管材内壁达到50-70度的高温。生成大量水蒸气,从而导致内壁锌层脱落并很快内壁锈蚀