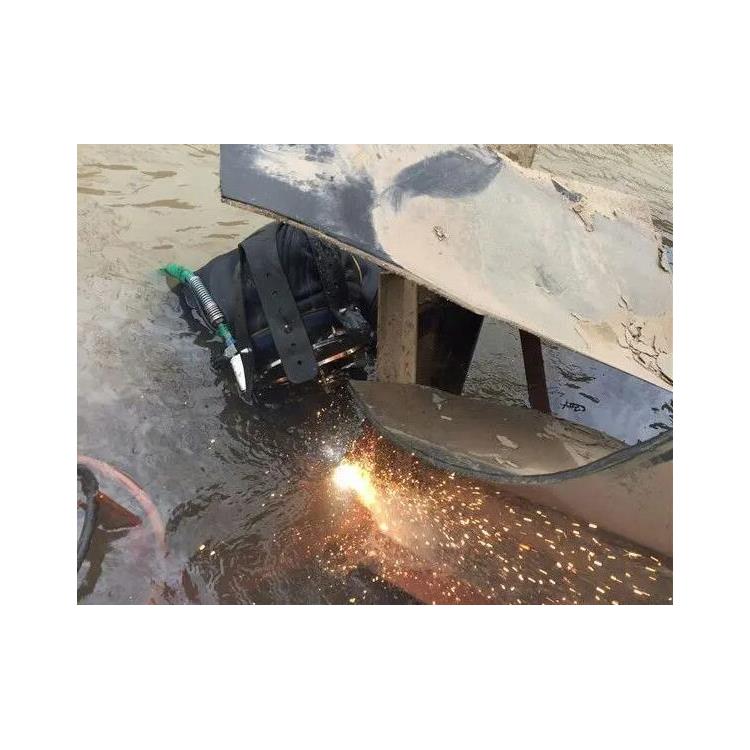
福清水下桥梁切割 钢管桩水下切割 支撑梁切割
价格:180.00起
加深切割法是指在起始切口形成后的切割过程中,割条不断伸入割缝中,使割缝不断加深,直到割穿工件,如此往复进行,终将工件割开。该方法适用于采用支撑切割法一次不易割透的厚板或层板。操作时割条上下移动要协调均匀,以保持电弧稳定燃烧。
水下切割电焊公司主要承接:水下工程项目:水厂电厂的水池、水道、泵房清淤;取排水管道安装、拦污栅清污、更换闸门起落、导流洞、水库坝体堵漏加固等维修施工;水上、水下钢结构与构件安装与焊接施工;
水下焊接与切割安全工作注意点。
一、调查作业区气象、水深、水温、流速等环境情况。当水面风力小于6级、作业点水流流速小于0.1^}0.3m/s时,方可进行作业。二、水下焊割前应查明被焊割件的性质和结构特点,弄清作业对象内是否存有易燃、易爆和有毒物质。对可能坠落、倒塌物体要适当固定,尤其水下切割时应特别注意,防止砸伤或损伤供气管及电缆。三、下潜前,在水上,应对焊、割设备及工具、潜水装具,供气管和电缆、通讯联络工具等的绝缘、水密、工艺性能进行检查试验。
水下焊接方法
水下焊接有干法、湿法和局部干法三种。
(一)干法焊接
这是采用大型气室罩住焊件、焊工在气室内施焊的方法,由于是在干燥气相中焊接,其安全性较好。在深度超过空气的潜入范围时,由于增加了空气环境中局部氧气的压力,容易产生火星。因此应在气室内使用惰性或半惰性气体。干法焊接时,焊工应穿戴特制防火、耐高温的防护服。
与湿法和局部干法焊接相比,干法焊接安全性,但便用局限性很大,应用不普遍。
水下焊接方法之湿法焊接
湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。
电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料形成套筒使气泡稳定存在,因而使电弧稳定,如图8-1所示。要使焊条在水下稳定燃烧,必须在焊条芯上涂一层一定厚度的涂药,并用石蜡或其他防水物质浸渍的方法,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮燃烧产生的气泡;浑浊的烟雾生的其他氧化物。为克服水的冷却和压力作用造成的引弧及稳弧困难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。水下湿法焊接与干法和局部干法焊接相比,应用多,但安全性差。由于水具有导电性,因此防触电成为湿法焊接的主要安全伺题之一。
水下切割施工中采用接触法引弧,开始时不要移动割条,待工件边缘形成凹形口后再慢慢向中间移动,开始正常切割;也可在边缘附近(离边缘线的距离不超过10mm)引弧,引弧后迅速向边缘移动,使边缘口形成凹口,然后再向中间逐步切割。各种位置的水下电弧-氧切割技术。