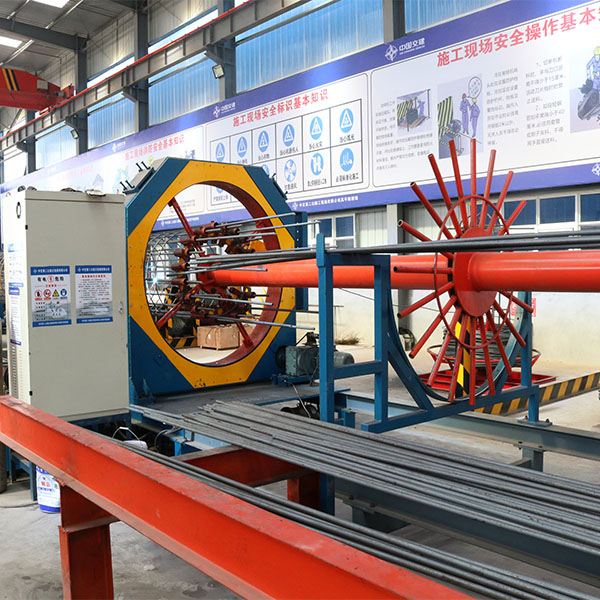
无锡钢筋笼绕筋机 钢筋笼滚笼机 批发生产
价格:面议
产品规格:
产品数量:
包装说明:
关 键 词:无锡钢筋笼绕筋机
行 业:机械 其他行业专用设备
发布时间:2022-08-18
使用时,在司机室滚焊机里控制起重机的升降以及吊装车滚焊机的移动。吊钩滚焊机吊装钢水包以后,钢水包的重量加在称重平台滚焊机上,在进行浇钢水时,称重平台上的重量传感器8感应到重量,然后发出信息给无线电子秤,无线电子秤上可读出重量信息,从而使得司机室的操控人员能准确掌握所浇的钢水量。当吊装车滚焊机行驶到位置时,位移传感器9发出信号,停机机构即可使吊装车停车。
根据要求1所述的钢筋笼成型装置,其特征是所述驱动装置,它具有一个减速机,该减速机与驱动电机连接。根据要求1所述的钢筋笼成型装置,其特征是所述托滚组架,包括一个横梁,其两端面上设有两个调节孔,在所述的两个调节孔上安装有支架,和该支架上至少设有两个托滚。
根据要求1所述的钢筋笼成型装置,其特征是所述行走小车,它具有在行走小车上安装一个调速电机与减速机连接,该减速机的输出链轮通过链条与行走小车其中一个滚轮上的链轮连接。根据要求1所述的钢筋笼成型装置,其特征是所述调直机构,它具有一个支架,其上的一侧平行设有两个滚轮,对应两个滚轮之间的上部设置一个上压滚轮与垂直的丝杆连接,所述的丝杆与所述的支架上具有的螺母连接。
专利摘要本实用新型公开了一种钢筋笼成型装置,它具有按间隔设置的两个旋转辊,安装在支撑的托滚组架上,在所述旋转辊的一端设有传动机构与驱动装置连接,位于所述旋转辊一侧并列设有轨道,和所述轨道上安装一个行走小车,在所述行走小车上设有钢筋调直机构和导向轮。有利于箍筋形成的螺矩均匀,固定紧密,接头少,而且缠绕效率和钢筋笼的质量高,满足工厂化的生产要求。是钢筋笼加工的必要设备。
制成钢筋笼,后反向旋转厚螺母,使支撑座与周向箍筋的内壁分离,即可取下本支撑构件。可见,通过本实施例的运用避免了周向箍筋在加工过程中由于焊接或翻转出现的大变形,同时在钢筋笼加工完成后可拆下重复利用,降低生产成本。[滚焊机本实施例使用时免除了传统加工过程中氧割去除支撑构件的环节。然后旋转厚螺母首先将支撑构件i通过支撑座撑于周向箍筋上减少时间和人力的消耗。逐一焊接各纵向钢筋再焊接钢筋笼纵向钢筋通过厚螺母的轴向运动使相应支撑座向周向箍筋运动至顶紧提高了钢筋笼的生产效率。
[滚焊机优选实施例如图图3所示,本实施例公开了一种用于防止钢筋笼加工过程中变形的支撑构支撑构件a包括三根支撑杆alo和三个支撑座all,支撑座all为连接于周向箍筋3上的对接抱箍,支撑杆alo的端部通过螺栓或者插销连接于对接抱箍上。三根支撑杆alo之间的夹角为60°,形成正三角形架,正三角形架的端部均通过支撑座all可拆卸连接于周向箍筋3上。
[滚焊机本实施例使用时,首先将各对接抱箍抱于周向箍筋上,然后将相邻两抱箍通过支撑杆a连为一体形成支撑构件,装配好后再焊接纵向钢筋,制成钢筋笼后,将抱箍处的销拔出即可拆除。所以,通过本实施例的运用避免周向箍筋在加工过程中由于焊接或翻转而出现大变形,同时在钢筋笼加工完成后可拆下重复利用,降低生产成本,免除了传统加工过程中氧割去除支撑构件的环节,减少时间和人力的消耗,提高了钢筋笼的生产效率。
其特征在于:所述支撑座的外端通过与所述周向箍筋外径相匹配的凹槽卡接于周向箍筋上。据要求1所述的用于防止钢筋笼加工过程中变形的支撑构件,其特征在于:所述支撑杆有三根,相互之间的夹角为60°,形成正三角形架,正三角形架的端部均通过支撑座可拆卸连接于所述周向箍筋上。据要求5所述的用于防止钢筋笼加工过程中变形的支撑构件,其特征在于:所述支撑座为连接于所述周向箍筋上的对接抱箍。
一种保证加工精度的钢板材加工设备,包括钢板输送装置,工作平台剪板刀2和驱动剪板刀2垂直方向移动的垂直液压缸所述的钢板输送装置包括沿水平方向分布的多个下送料辊4和多个设置于下送料辊4上方的上送料辊以物料的输送方向为前方,上送料辊5与下送料辊4间的间距沿从后向前的方向逐渐减小。5-上送料辊4-下送料辊3-垂直液压缸2-剪板刀1-工作平台[滚焊机图中工作平台1与所述多个下送料辊4的上边缘所处的平面相平齐,且工作平台1位于下送料辊4的前方,剪板刀2设置于工作平台1的后边沿的上方,剪板刀2固定安装于垂直液压缸3的活塞杆的端部,位于工作平台1的前边缘的前侧设置有挡料板6和驱动挡料板6垂直升降的气缸挡料板6与气缸7的活塞杆固定连接。
[滚焊机所述的上送料辊5和下送料辊4的外表面均设置有橡胶层。本发明通过挡料板6的设置起到定位的作用,控制钢板的输送长度,并由剪板刀2在液压缸的驱动下对钢板进行切割,保证了切割精度,提高了效率,节省了人工,并且通过设置上送料辊5和下送料辊及上送料辊5与下送料辊4间的间距沿从后向前的方向逐渐减小的结构,能够实现对不同厚度板材的顺利引入及输送。
剪板刀设置于工作平台的后边沿的上方,剪板刀固定安装于垂直液压缸的活塞杆的端部,位于工作平台的前边缘的前侧设置有挡料板和驱动挡料板垂直升降的气缸,挡料板与气缸的活塞杆固定连接。据要求1所述的一种保证加工精度的钢板材加工设备,其特征在于:上送料辊和下送料辊的外表面均设置有橡胶层。
上送料辊与下送料辊间的间距沿从后向前的方向逐渐减小,工作平台与所述多个下送料辊的上边缘所处的平面相平齐。种保证加工精度的钢板材加工设备且工作平台位于下送料辊的前方据要求2所述的一种保证加工精度的钢板材加工设备。工作平台其特征在于:包括钢板输送装置其特征在于:橡胶层的厚度不小于1厘米。剪板刀和驱动剪板刀垂直方向移动的垂直液压缸。以物料的输送方向为前方所述的钢板输送装置包括沿水平方向分布的多个下送料辊和多个设置于下送料辊上方的上送料辊。
工作平台与所述多个下送料辊的上边缘所处的平面相平齐,且工作平台位于下送料辊的前方,剪板刀设置于工作平台的后边沿的上方,剪板刀固定安装于垂直液压缸的活塞杆的端部。剪板刀和驱动剪板刀垂直方向移动的垂直液压缸工作平台包括钢板输送装置本发明公开了一种保证加工精度的钢板材加工设备位于工作平台的前边缘的前侧设置有挡料板和驱动挡料板垂直升降的气缸。上送料辊与下送料辊间的间距沿从后向前的方向逐渐减小钢板输送装置包括沿水平方向分布的多个下送料辊和多个上送料辊本发明的有益效果是:保证了切割精度,提高了效率,节省了人工,能够实现对不同厚度板材的顺利引入及输送。
所述的焊机上电极由驱动缸驱动可上下移动与焊机下电极接触,所述的驱动缸固定在焊机板上,所述砸头板,基板上开设有供焊机上电极和砸头滑动的孔,所述的设备包括将柱形钢筋笼退出模具的退模机构,所述模具上放置钢筋网的位置边缘设置限位挡边。[滚焊机进一步的。所述的第二弯折机构包括基板。第二弯折机构通过基板侧边的连接部与驱动机构相连接。所述基板上方依次设置砸头板。焊机板并通过动力缸和滑轨构成可滑动结构。所述的砸头连接在砸头板上。
[滚焊机进一步的,包括焊网片机,焊网片机出料口与折网机上模具的工作位置对接。[滚焊机进一步的,所述的设备包括向柱形钢筋笼下方输出下玮钢筋的下玮矫直机,和向柱形钢筋笼上方输出上玮钢筋的上玮矫直机,下玮矫直机位于折网机上游,上玮矫直机位于折网机下游,上玮钢筋和下玮钢筋和两者之间间隔排布的柱形钢筋笼共同受到牵引机的牵引,上玮钢筋与下玮钢筋平行并与柱形钢筋笼长度方向垂直。
然后弯折钢筋网获得柱形钢筋笼,利用柱形钢筋笼连接上玮钢筋,下玮钢筋可以快速加工连续钢筋笼,然后切割成或切割后接成所需钢筋龙骨。钢筋龙骨放入预制墙体模块的模具中,再建筑混凝土,夯实,养护就得到了预制墙体模块产品。本实用新型解决了预制墙体模块中,钢筋龙骨加工焊接点多,加工速度慢,加工效率低的瓶颈问题。钢筋龙骨和预制墙体模块加工效率可以较以往人工操作提高数十倍。为预制墙体模块的广泛应用创造了条件。
所述的牵引机与折网机之间设置下玮焊接机,所述的牵引机下游设置切割机。所述的牵引机与折网机之间设置下玮焊接机所述的牵引机与上玮矫直机之间设置上玮焊接机[滚焊机进一步的[滚焊机本实用新型的有益效果是:利用焊网片机获得片状钢筋网而且构成钢筋龙骨的钢筋连接方式均为焊接,结构优异。所述的牵引机下游设置切割机。[滚焊机进一步的。所述的上玮焊接机和/或下玮焊接机上设置可调整位置的位移机构。所述的牵引机与上玮矫直机之间设置上玮焊接机[滚焊机进一步的所述的切割机下游设置组装焊接机其可靠性和牢固程度较传统现浇施工中的人工捆扎均提尚。
钢筋笼采用整体吊装,整体垂直一次入槽,钢筋笼不会出现变形,且满足施工安全要求。[滚焊机滚焊机滚焊机]为了实现上述目的,本发明采用如下技术方案:[滚焊机滚焊机滚焊机]针对现有技术中存在的上述技术问题,本发明提出了一种钢筋笼吊装施工工艺,钢筋笼采用整体吊装,整体垂直一次入槽,钢筋笼不会出现变形,且满足施工安全要求。[滚焊机滚焊机滚焊机]一种钢筋笼吊装施工工艺,包括主吊机和副吊机。本发明提出了一种钢筋笼吊装施工工艺[滚焊机滚焊机滚焊机]针对现有技术中存在的上述技术问题其采用如下流程步骤:。