

价格:面议
0
联系人:
电话:
地址:
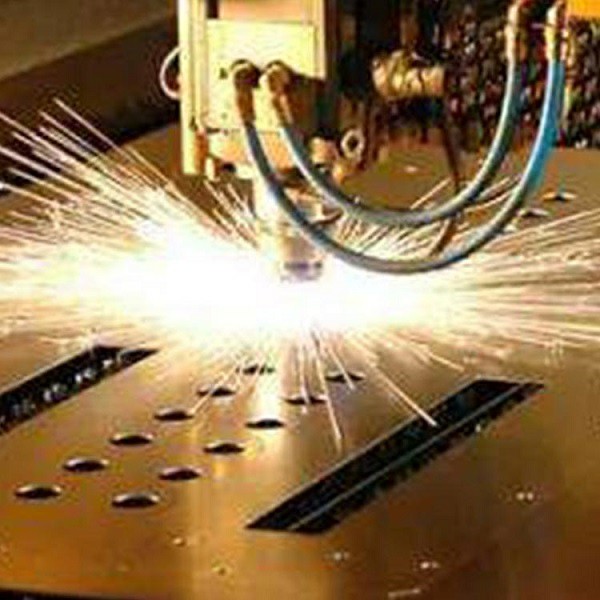
影响激光切割加工精度的几个重要因素:
那么,激光切割加工时怎么才能做到呢
一是焦点位置控制技术。聚焦透镜焦深越小,焦点光斑直径就越小,因此控制焦点相对于被切材料表面的位置十分重要。
二是切割穿孔技术。任何一种热切割技术,文山激光切割加工价格,除少数情况可以从板边缘开始外,
一般都必须在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。
三是嘴设计及气流控制技术。激光切割钢材时,氧气和聚焦的激光束是通过喷嘴射到被切材料处,从而形成一个气流束。对气流的基本要求是进入切口的气流量要大,速度要高,以便足够的氧化使切口材料充分进行放热反应;同时又有足够的动量将熔融材料喷射吹出。
云南弘晟泰金属制品有限公司拥有员工30多名,是一家从事激光切割,钣金加工,焊接加工,机械加工、不锈钢加工工程,可为客户提供服务,公司拥有各种进口先进设备多台。欢迎您来电咨询!
光路系统
激光切割机器输出的激光切割机束需经光路系统传输和处理,以满足不同的加工要求.光路系统包括光束直线传输信道,光束的折射部分、聚焦或散射系统.直线传输信道主要是镜的反射和光纤传输.现时采用光纤传输主要是紫外波至近红外波范围内的光波,这种传输方式既方便又安全。但大部分光路系统还是采用镜的反射,这方法在传输高能量的激光切割机时,必需遮蔽激光切割机,否则会造成危险。
云南弘晟泰金属制品有限公司拥有员工30多名,是一家从事激光切割,钣金加工,焊接加工,文山激光切割加工厂,机械加工、不锈钢加工工程,可为客户提供服务,文山激光切割加工厂家,公司拥有各种进口先进设备多台。欢迎您来电咨询!
在激化切割过程中,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作为喷出物从切缝底部被辅助气体流吹走。此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
云南弘晟泰金属制品有限公司拥有员工30多名,是一家从事激光切割,钣金加工,文山激光切割加工,焊接加工,机械加工、不锈钢加工工程,可为客户提供服务,公司拥有各种进口先进设备多台。欢迎您来电咨询!





