产品规格:
产品数量:
包装说明:
关 键 词:武汉栓钉焊钉
行 业:五金 机械五金 紧固件/连接件
发布时间:2022-07-29
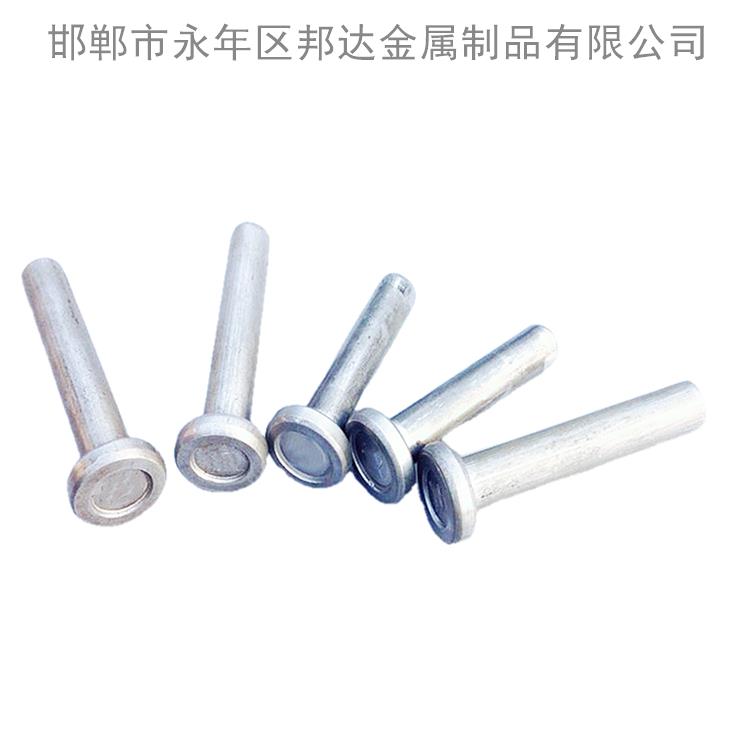
圆柱头焊钉属于一种高强度刚度连接的紧固件,圆柱头焊钉是电弧螺柱焊用圆柱头焊钉(英文Cheese head studs for arc stud welding)的简称,圆柱头焊钉的规格为公称直径10~Ф25,焊接前总长度40~300 。
焊接过程时序
电弧栓钉焊接过程时序为:短路-提升引弧焊接-落钉-有电顶锻-焊接结栓钉是楼面梁同钢筋混凝土楼板起组合连接作用的连接件,采用拉弧型栓钉焊机和焊,并使用去氧弧耐热陶瓷座圈。螺柱焊(stud welding)是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它钢结构等。主要由螺柱焊电源和焊组成.
电弧螺柱焊的基本原理是在待焊螺柱与工件间引燃电弧,当螺柱与工件被加热到合适温度时,在外力作用下,螺柱送入工件上的焊接熔池形成焊接接头。根据焊接过程中所用焊接电源的不同,传统电弧螺柱焊可以分为普通电弧螺柱焊和电容储能电弧螺柱焊两种基本方法
折叠编辑本段分析
螺柱焊是将金属螺柱或其他紧固件焊接在工件上的方法。实现螺柱焊接的方法有多种,如:拉弧式螺柱焊、储能式螺柱焊、电阻焊、凸焊等。与之相对应的焊机也有所不同,分别为拉弧式螺柱焊机、储能式螺柱焊机、电阻焊机、凸焊机等。
螺柱焊机在内有多种非称法,如种焊机,植焊机,种钉机,植钉机,螺钉焊机,螺丝焊机等等,均是指螺柱焊机。
对外表成型堆积有要求,用陶瓷环保护
二:用气体保护模式,气体包括:18%的CO2,82%的Ar,两者混合气体,焊接效果光色不变,成型美观。
短周期拉弧焊无需瓷环保护或气体保护,但是,这种焊接技术对焊的精度要求比较高,目前产拉弧式螺柱焊机无法引入这项技术,并且这种焊接技术焊接螺柱直径局限在12mm以下。这样在一些行业无法使用自动化螺柱焊技术。
目前在外有关螺柱焊机厂和研究机构,正在对M20的螺柱行短周期螺柱焊的电源和工艺装备行研究。
采用具有监测和自适应系统的逆变电源、电力驱动螺柱下落焊(焊头)使螺柱下落时间、速度可调并用氩气保护焊接方法。
螺柱焊接分类:根据焊接的特性和电源原理,我们通常将螺柱焊接分为电容储能式螺柱焊接和拉弧式螺柱焊接,前者焊接在0.003秒内完成,用于在薄板上焊接螺柱,后者焊接时间在0.1-1.5秒内完成,用于在更复杂的环境下焊接螺柱。 电容储能式螺柱焊接具体可分为:①接触式螺柱焊接;②间隙式螺柱焊接。 拉弧式螺柱焊接具体可分为:①陶瓷保护环模式螺柱焊接;②气体保护模式螺柱焊接;③短周期模式螺柱焊接(分为有气体保护和无气体保护二种)。 无论采用哪种螺柱焊接工艺,要想取得理想的焊接效果,都需要我们对以下参数严格控制:例如:焊接时间,焊接电流,运动的可控性,设备的易操作性,被焊金属材料的成分等。
储能式螺柱焊机采用大容量电容作为焊接能量的来源,通过可控硅精控制放电时间,以瞬间低电压-强电流的方式将螺柱迅速熔化,使螺柱和工作面间隙快速合并,将螺柱牢固的焊接在工作面上,整个过程持续约1-10ms。
储能式螺柱焊机的工作原理简图如下:
储能式螺柱焊机采用220V交流电,通过变压器1降压,再通过整流桥2将交流电变为直流电,经过双向整流管3和充电电阻向电容6充电。由智能芯片精控制可控硅5,使储能电容6瞬间释放全部电量完成整个焊接过程。
储能式螺柱焊机广泛运用于钣金工程、电子业开关柜、试验和设备、食品工业、电工业、通讯工程、工业炊具、办公室和银行设备、式督货机、玻璃幕墙结构和绝缘技术等。
折叠编辑本段特点
非常节省时间和成本
所有螺柱焊的结构不用钻孔,冲孔,车螺纹,铆接,拧螺纹和精整等步骤。
不断扩展结构设计的应用潜力
在螺柱焊时起焊接过程是短时间,大电流和较小的熔深。因此,可以焊接到很薄的板材上。对于使用陶瓷环拉弧螺柱焊和短周期拉弧螺柱焊的板厚可以到1mm。电容放电拉弧螺柱焊可以到0.6mm,而储能式螺柱可以到0.5mm。
我们的宗旨是“以质量求生存、以信誉求发展、以服务求效益”,严格按照标准和用户需求组织产品。我厂以完善的设备、过硬的产品质量,产品销往各地,深得用户信赖和好评!我们将为您提供真诚的服务,我厂员工竭诚欢迎新老客户来电垂询,参观考察、洽谈合作!