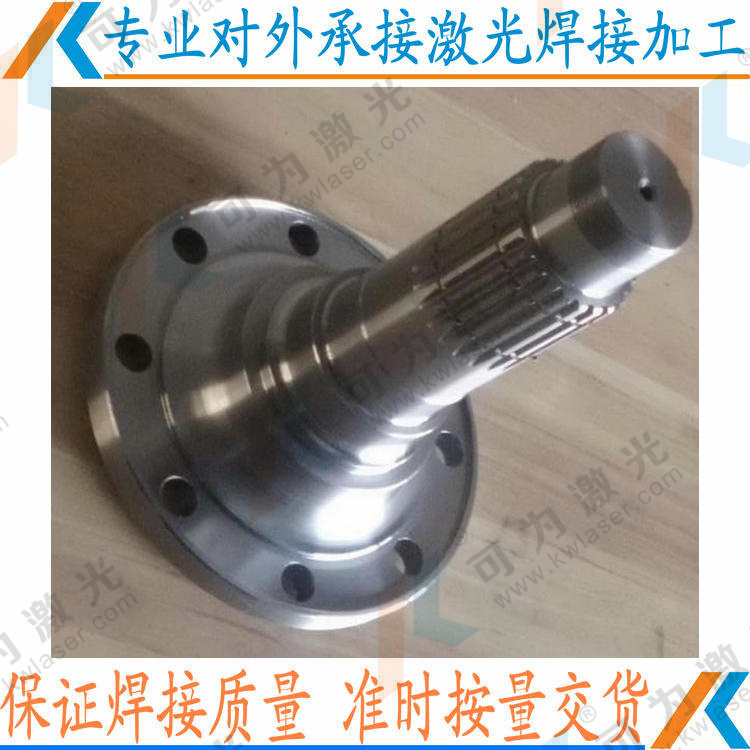
不锈钢与铜激光焊接加工 焊接产品外观漂亮和强度高
价格:1.80起
产品规格:
产品数量:
包装说明:
关 键 词:不锈钢与铜激光焊接加工
行 业:加工 金属加工 焊接加工
发布时间:2022-06-28
武汉可为承接全国激光焊接加工 焊接材料:合金钢、不锈钢、生铁、铝合金、铍铜、黄铜、钛合金、镍合金等激光焊接加工 焊接要求:焊接位置和焊接外观,以及焊接强度 焊接工艺:连续自动激光焊接加工 焊接设备:多台四维自动激光焊接机,手持激光焊接设备 打样报价:2个样板之内,免费打样报价格 交期服务:专人跟单,根据订单数量3-5天交货 焊接品质:激光是细微局部融化焊接,焊点小、深宽比大,焊道漂亮,满足了焊接产品外观和强度 武汉可为加工优势:多台自主研发激光焊接机,满足焊接产品品质和产能交期的要求
焊接加工安全技术要求:
1、防止触电:焊接时穿戴好绝缘手套、绝缘鞋或靴。检查焊接设备接地的可靠性。不得戴潮湿手套拉电门、电闸。焊机起动后,若发现异常应先切断电源,再作处理。焊钳、焊、焊线都应是绝缘良好,以防与焊件短路,烧毁焊机或其它设备;
2、预防灼伤、弧伤:焊接时,应穿帆布衣裤,进行全位置焊接时,可改穿皮衣裤、戴皮袖套。进行仰焊时,戴能遮盖颈部的工作帆布帽。脚部应用帆布或皮革制成的脚搭保护。焊接时必须戴皮手套,戴防护眼镜。高空作业时,应防止飞溅和焊条头下面的工作人员;
3、预防气体、烟尘危害:在舱内作业时,应穿戴静电防护口罩。焊接工作场所应有良好的通风设备。在船体双层底舱内或其它容器中进行焊接时,应配置抽风机进行换气。遵义焊接加工提醒您,焊接时产生的气体和烟尘也是不能忽视的。
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部脉冲加热,激光弟量通过热传导向材料第部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气,可控制,聚焦光点小,精度高,易实现自动化。适合于厚度在1mm以内板材、管材的精细焊接。三维工作台与旋转卡盘配合,能在平面范围内或者圆周(和圆弧)上焊接。广泛应用于、电子、电池、仪表等各个行业。
金属焊接加工工艺的焊前准备工作:
1、操作者必须取得,才可从事焊接、切割工作; 2、检查图纸是否齐全,认真消化图纸,确定所用焊条、焊接参数和阻焊顺序; 3、检查备料是否齐全,其尺寸是否符合图纸要求; 4、检查焊接场地10米内有无油类及其他易爆物品。临时工地若有此类物品,而又必须再次操作时,应通知安计员到现场检查,采取临时性安全措施,并做好消防准备工作; 5、工作前应检查焊机电源线、引出线及接线点是否良好;电焊机接零(地)线及电焊工作回线不准接到管道和机床设备上,工作回路线和电焊钳把应绝缘良好,机壳接地必须符合安全规定,一切电路应立或隔离。 6、焊工操作必须遵守安全操作规程。
激光焊接的主要特性 与其他传统的焊接技术相比,激光焊接具有如下的优点:
1、激光焊接属非接触式焊接,作业过程不需加压,焊接速度快、高、深度大、残余应力和变形小,能在室温或条件下(如封闭的空间)进行焊接,焊接设备装置简单,不产生X射线。
2、可焊接如高熔属的难熔材料,甚至可用于如陶瓷、有机玻璃等非金属材料的焊接,对异形材料施焊,效果良好,且具有很大的灵活性,可对于焊接难以接近的部位施行非接触远距离焊接。
3、激光束经聚焦可获得很小的光斑,由于不受磁场影响且能定位,因此,可进行微型焊接,适用于大批量自动化生产的微、小型工件的组焊中。
4、激光束易实现光束按时间与空间分光,可以切换装置将激光束传送举多个工作站,因此,能进行多光束同时加工及多工位加工,为更精密的焊接提供了条件。
5、激光焊接因属无接触加工,没有工具损耗和工具调换等问题,同时,其不需使用电,因此没有电污染或受损的顾虑,且易于以自动化进行高速焊接。亦可以数位或电脑控制。
功率密度。 功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。 因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在10^4~10^6W/CM^2。