产品规格:
产品数量:
包装说明:
关 键 词:泰州磷铜焊条电话
行 业:焊接切割 焊接材料 焊条
发布时间:2022-05-11
坤明焊材产品广泛用于:石油、天然气、桥梁、汽车、火车、电厂、机械厂、造船厂、水泥厂、矿山 核电站、等国家重点建设项目。
注意事项:
1.钎焊前须严格清除钎焊处及钎料表面的油脂、氧化物等污物。
2.钎焊铜时不用钎焊熔剂,但钎焊铜合金时应配合钎剂使用。
注意事项:
1、钎焊前必须严格清除钎焊处及钎料表面的油脂、氧化物等污物;
2、钎焊时须配银钎焊熔剂共同使用。
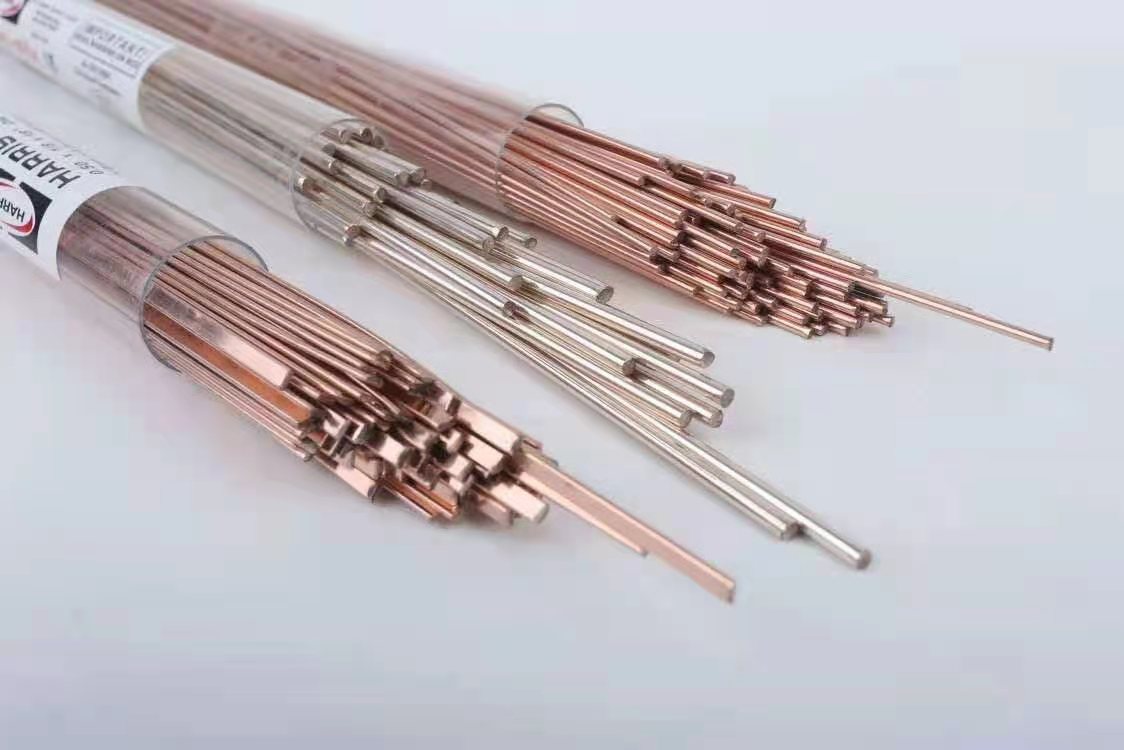
供应规格:1.0 1.2 1.6 2.0 2.5 3.0 4.05.0mm直条或圈装。
铜磷钎料适宜于钎焊铜及黄铜, 但是不宜钎焊黑色金属。 这类钎料能 很好地湿润铜及黄铜, 并扩散到边缘层, 接头的脆性比钎料本身小。 但铜 磷钎料对黑色金属的湿润性很差, 并且在结合处形成脆性磷化物, 使接头 脆性。 钎料中的磷可以还原氧化铜和氧化银, 起着钎焊熔剂作用。 因 此铜磷钎料钎焊铜和银时, 可以不需要钎焊熔剂, 但在钎焊铜合金时, 因 为磷不能充分地还原铜的合金元素形成的氧化物, 为了获得钎缝, 还 应与银钎焊熔剂配合使用。 钎焊接头的间隙为0.03-0.075mm。
注意事项:
1.焊前焊条必须在200左右烘焙1小时。焊件表面的水分、油污、氧化物等杂质必须清除干净方可施焊。
2.在一般情况下,预热温度应掌握在400-500之间。施焊时应采用短弧,宜作往复直线运动,这样可以改善焊缝的成形。
3.对于较长的焊缝应采用逐步退焊法,焊接速度应尽可能地快。多层焊时必须彻底清除层间的熔渣。焊后用平头锤锤击焊缝。消除应力,改善焊缝质量。