河南济源好用的 900角驰压瓦机 价格
价格:5000.00起
压瓦机都会配置有一套润滑系统,机器运行时,自动对所有承载轴承,传动齿轮机构运动导轨等部位进行加油润滑。自动放料,取坯工作程序:模具安装及主机试车同上述,然后开启空气压缩机,真空泵,挤出机,切瓦机,放料机,压瓦机,主机及瓦托输送机,停车时,先停止挤出机,再停止其余设备。
压瓦机成型由放料、成型、后成型切割组成,所生产的产品外观平整美丽、漆纹均匀、强度高、经久耐用,其组成部分包括:整机、PLC电脑控制系统、液压泵站系统。
我们都知道压瓦机属于冷弯辊压成型机械,主要是通过辊压将彩钢板压制成所需要的尺寸、形状。机器整个的工作时通过动力组带动辊压轴,利用辊压成型轮将厚度的彩钢板辊压成型。
而想要压厚板的话则需要将间隙调大一点。板的厚度则要刚好能穿过压瓦机辊压成型轴之间的距离,不然间隙太小则压瓦机运行吃力或者不走板的情况。如果太大则会出现成型效果差的情况。
虽然看似压瓦机调整间隙容易,但稍有不慎可能会出现其他问题,比如跑偏、尺寸不符等情况,建议当需要调整的时候直接联系厂家,这样才能有效保证压瓦机的正常运行。
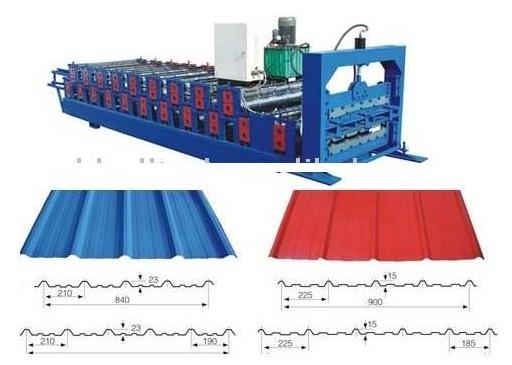
压瓦机也称为彩钢瓦设备,是各建筑工地、厂房、影剧院等场所常用的彩钢板的成型设备,可按用户对所压彩钢板的花纹、尺寸等进行定制。压瓦机的调试也是项很重要的工作,需要由技术人员进行现场操作。
压瓦机调试的3个小窍门:
1.先把压瓦机前、后两排的四角从大架到底轴上端的高度量一致,然后从一排到一排,找一根线拉直,检查一下,是否在一条直线上,把下轴左、右两边调成水平状态。
2.找好压瓦机一排和一排的中心,然后坚固两边锁母,在中间轮的正中心前、后拉好一条直线,把上、下轴的间隙调整好后,就可顺着直线调整机器。
3.如果压瓦机在压制钢板时向右侧跑偏,需找坚硬的物品垫在左角下面,如果向左跑偏,正好相反则需垫在右角下。
角驰压瓦机工作中应注意的问题如下:
1.请先启动电机空转,然后观察其是否正常。
2.将角驰压瓦机放在两块板的相交处,调节两侧支脚的高度,并注意滚轮是否处于待压位置。
3.正常情况下,压板的弯曲宽度为11-15mm,否则角驰压瓦机容易取下。
4.两个板的交叉点可以紧紧地扣在一起并且不能分开,否则机器很容易分开。
5.启动角驰压瓦机,用户将跟随机器。如果前两个板已断开连接,请在启动机器之前先停止机器并压平面板。
6.由于角驰压瓦机是一次成型,因此在压制过程中阻力很大。为了电动机的使用寿命,请每30分钟使机器停止5分钟。
7.在使用和运输过程中,注意不要损坏滚筒。严禁用钝器敲打滚筒。
8.长时间不使用时,所有零件均应进行油润滑并包裹以防止漏水。
压瓦机大致可分为三种类型,各自优缺点如下:
1.辊压成型压瓦机:由于辊压生产形状单一,瓦的质量不高已经逐渐淡出市场。
2.挤压成型彩色压瓦机:产量高、速度快、但投资过高。
3.模彩压瓦机:目前来说彩瓦机机型,大多数的机器都是采用三菱PLC控制系统,主要是手触屏和数字显示器之分。模具采用特种钢材制造,坚固耐用使用寿命长。
压瓦机设备操作及注意事项:手艺放坯,取坯作业程序:在设备运用前,要查看遍地衔接是不是,装置螺栓,螺母是不是拧紧,左右机箱内应加足光滑机油,才干通电发动机器进行试车,先空车工作仔细观察,有无轰动,噪音,油箱口是不是来油,各部件运动是不是和谐,正常后才干装置模具,装置模具时,有堵截电源,用手艺搬动电动机皮带或大齿轮,使作业台转位,并使滑座上升到高点,用一物件支撑在作业台及滑座底面之间,以座下落,形成事端。