产品规格:
产品数量:
包装说明:
关 键 词:铜铝焊锡丝
行 业:焊接切割 焊接材料 焊丝
发布时间:2022-04-23
天津市坤明焊材科技有限公司产品广泛应用于火电厂磨煤辊、煤矿机械、矿山设备、水泥磨盘衬板、冶金设备堆焊维修等,公司拥有完整、科学的质量管理体系。
注意事项:
1.焊前必须仔细清理坡口及焊丝表面。
2.焊前一般需预热到温度400-500℃后施焊。焊时必须配合铜气焊熔剂或气体熔剂使用。
3.气焊火焰应采用轻微的氧化焰,适当降低焊接温度,提高焊接速度,尽量减少熔池处在高温下的时间,以减少锌的蒸发和氧化。
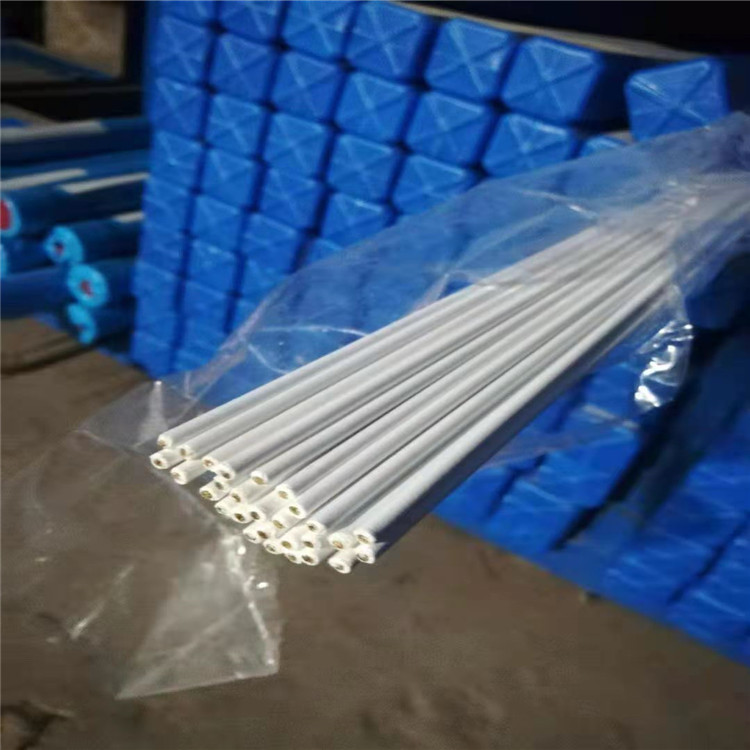
名称:S221锡黄铜焊丝
包装:10公斤1包;长度:1米
成分:CU=59-61%;Sn=0.5-1.0%;Si=0.15-0.35%;Zn余量。
说明:S221熔点约890-905℃、是含有少量锡和硅的黄铜焊丝。锡能提高焊丝的流动性,而硅可有效地控制锌的蒸发,消除气孔,从而得到良好的焊缝。
用途:适用于黄铜、紫铜气焊时作填充材料,也广泛用于钎焊钢和铸铁及镶嵌硬质合金。还可用作低压阀门密封面、轻负荷耐磨表面的堆焊材料。
焊粉:CJ301,QJ302
符合:GB/T9460-2008 型号SCu6810A
铜及铜合金焊丝可用熔化极氩弧焊(MIG焊) 、 钨极氩弧焊(TIG 焊) 、 气焊及等离子弧焊等方法施焊。
注意事项:
1、钎焊前必须严格清除钎焊处及钎料表面的油脂、氧化物等污物;
2、钎焊时必须配钎焊熔剂共同使用。