

价格:面议
0
联系人:
电话:
地址:
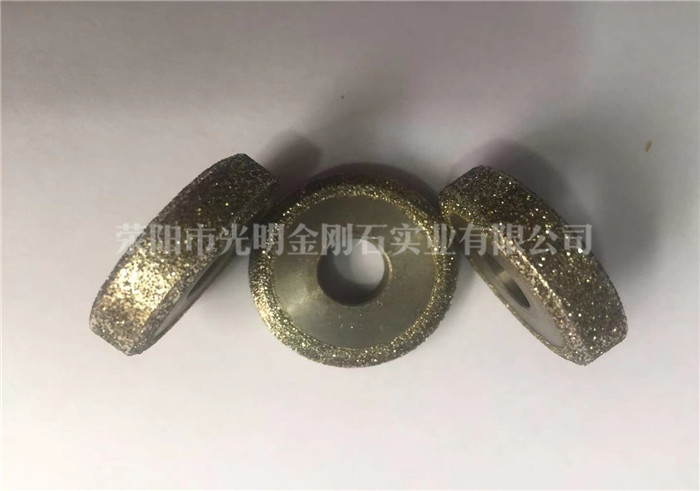
金刚石磨片刀片的应用使切削液不再是问题
金刚石磨片磨料刀具的应用广泛,如黑色金属材料,非金属材料均可加工,但硬度限制了它的脚步。对于高硬度难加工材料的工件来讲,主流刀具是金刚石磨片刀片。在高硬度难加工材料领域金刚石磨片刀片的发展之快速。而且采用金刚石磨片刀片加工,也解决了切削液的问题。
金刚石磨片刀片的出现使切削液的问题得到有效解决。因为金刚石磨片刀片根本不需要切削液降温和润滑,就可正常加工高硬度工件。金刚石磨片刀片的硬度仅次于金刚石刀具,故它们统称为超硬刀具。
金刚石磨片刀片的硬度高,相当于HRC98.5左右,是目前加工黑色金属材料工件具优势的刀具材料。不过主要针对高硬度难加工材料,如高铬铸铁,高锰钢,高速钢,热处理后的高硬度钢件等。典型的零部件有泵,阀,轧辊,破碎机等零部件。还有就是灰铸铁工件,如刹车盘,制动鼓,皮带轮,飞轮,缸体等。
金刚石磨片刀片在加工以上工件时,在高速状态下切削,一部分温度被切屑带走,而金刚石磨片刀片可承受1300摄氏度的高温,所以金刚石磨片刀片不会出现崩刀或剧烈磨损问题。还有一点就是不需要切削液的降温了。磨片寿命和研磨效果会受各种因素影响,包括地面硬度,研磨机自重,配重,转速,是否加水及水量大小,磨片型号,数量,粒度,研磨时间及使用经验等等。
虽然金刚石磨片刀片比传统刀具单价要贵,但是从整体成本上来讲还是降低了成本。切削液的不使用,不仅节省了购买切削液的费用,节省了更换切削液的时间节省,而且节省了处理带有切削液的铁屑费用,工作环境也变得干净整洁。
金刚石磨片刀片助力以车代磨的发展
同样的以车代磨工艺在金刚石磨片刀片的发展下得到广泛应用,为什么这么说?金刚石砂轮的用途由于金刚石磨料所具有的特性和优势,使金刚石砂轮成为玻璃、陶瓷、宝石、石材等硬脆材料及硬质合金磨削加工的理想工具。刚开始机械人员都知道,很多要求精度高的工件一般都会采用磨削方式,磨削方式可以很好的保证工件的表面质量和尺寸精度,得到广泛的应用,但效率低,成本高,需要熟练的操作人员进行磨削,操作不熟练的人员经常出现尺寸磨小,或者工件问题,报废率较高,并且部分大型工件没有相应的磨床磨削,有一定的局限性。
但金刚石磨片刀片的出现使以上问题得到改善,使以车代磨成为现实。金刚石磨片刀片具有较高的硬度,良好的耐磨性和抗冲击韧性,而且锋利度较高,加工高硬度工件效果,随着生产金刚石磨片刀片的企业不断研究和实践,目前,如针对热后高硬度钢件研发的BN-S20牌号金刚石磨片刀片,精加工后的表面粗糙度可达到Ra0.4,可完全代替粗磨。金刚砂地坪磨片1、去除旧地坪疏松的面层:使用30#-100#混凝土干磨片或30#-100#金属磨片可以轻易去除地坪疏松的面层,推荐配套中、大型地坪研磨机使用。
金刚石磨片加工中的硫化介质与热效应
1.硫化介质
在硫化过程中,能传递热能的物质,称之为硫化介质。
橡胶制品所用硫化介质常用的有:饱和蒸汽、过热水和热空气、高频和超高频电场、红外 线、y-射线等。目前橡胶金刚石磨具生产只用热空气作为硫化介质。即以电为热源加热空气,电镀金刚石钻头形状,优点 是设备简单,成本低,管理方便。但热含量低,传热时间长,含氧、促进氧化,影响制件的性能 质量。
2.硫化热效应
在硫化过程中,生胶与硫磺之间的化学反应是一个放热过程。但在硫化初始阶段,因硫 磺熔融吸热,会出现温度降低的暂时现象。实验证明,在wot下硫化时,含硫4%的胶料反 应放热为41.86 J/g,当结合硫量为32%时则产生300 J/g的热量。硬度是高的,加工质料时是微切削的机理,因而它是切削工具,近几年来有其产量大规模增加和工业成本的减低,加工(是普通的5倍以上),加工效果好(可以对要求很高的质料举行抛光),因而,它的应用日趋广泛焊接技术视频。因此,在硫化过程中硫 化热效应对软质胶金刚石磨具影响较小,对硬质胶金刚石磨具影响很大,在制订硫化条件时应充分加以考虑。




