

价格:面议
0
联系人:
电话:
地址:
纸箱的生产流程
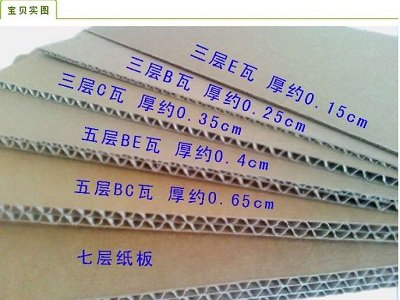
1、压制纸板
首先就是压制纸芯,通过机器将纸张从大卷上拉出,进入到一组高温高湿并带齿轮的辊中,在两个齿轮辊的压力下让纸张形成凹凸相间的形状,使纸板具有强度和缓冲能力。
成型的纸芯会碰到另一个带胶水的辊轮,就会将纸芯一面粘上胶水,在转动过程中正好粘在,纸盒生产厂家,从另一辊轮上引出的卷纸上。还有在纸板的另一面粘上卷纸,通过高温让胶水干燥后,就会形成双层纸板。
2、纸板切割
根据需要的纸箱规格,纸盒制作,对大张的纸板进行切割后堆叠起来,经质检后进行捆扎,还要根据具体的箱型设计进行切割。
3、印刷
将切割好的纸板堆叠起来,让其依次通过胶辊,将图文印刷在纸板表面。
4、压痕折叠
印刷好图文的纸板按照图纸,通过机器碾压出折痕,并在封口处涂上胶水。
5、接合成型
按照折痕将纸箱封口处粘在一起,有的封口处还需要订钉,成品纸板还要进程检查和各种测试,合格后就可以出厂使用了。现在整个纸箱制造过程都实现了自动化,并且裁剪后剩余的边角料还可以再次回收使用。
纸箱定做耐压强度测试的方法: 想要进行纸箱定做耐压强度测试,可以通过跌落试验、斜面冲击试验、振动试验和六角鼓回转试验,纸盒包装,下面是详细的试验方法的介绍:
1、跌落试验
将包装商品以后的纸箱按不迥姿态从规定高度跌落,检验达一定次数后纸箱内包装商品的善,或纸箱踊损时跌落的次数。
2、斜面冲击试验
将纸箱旋转在滑车上,然后将其从一定高度的斜面上滑下,然后撞击在档板上。它类似于运输过程中的紧急刹车情况。
3、振动试验
将纸箱包装商品后置于振动台上,使其受到水平、垂直方向的振动作用,或者同时受到双向振动,经一定时间后检查商品情况或商品纸箱破坏时经过的时间。
4、六角鼓回转试验
将纸箱放入装有冲击板的六角回转鼓内,按规定转数、次数转动,然后检验商品、纸箱破损情况。
包装纸箱胶印生产中喷粉量如何控制?
一般,一般四色印刷的喷粉量设定值为0.3×30百分之;大面积实地印刷的喷粉量设定值需求加大一些;关于需求进行二次印刷的印品印后工艺,喷粉量设定值应尽或许操控在0.2×20百分之以下;印刷金银卡纸时,喷粉量设定值需求操控在0.6×60百分之以上;印刷墨量相一起,灰底白卡纸的喷粉量应比白底白卡纸的喷粉量大一些。
一般油墨的枯燥办法有三种,即氧化结膜枯燥、浸透枯燥和挥发性枯燥,且均需经过必定时刻(一般为4~8小时)才干完全枯燥耗材,纸盒,因而一般油墨印刷过程中要特别注意防止粘脏现象的发作。一旦发作粘脏现象,应及时加大喷粉量来予以调理,并经过调小收纸部分电扇风力的办法,使纸张平稳落下完成收纸。
别的,还有一个查看喷粉量巨细的小窍门EFI,行将印刷深(如黑色)油墨的组的水辊抬起,其他组坚持离压状况,深色组独自靠版进行满版印刷。因为喷粉颗粒为白,因而能够明晰地看到喷粉量的巨细,也可查看喷粉口是否存在阻塞现象。对报纸、杂志进行四色印刷时认证,还能够用此办法来查看文字印刷色组的橡皮布是否被压坏,然后防止文字残损。




