

价格:面议
0
联系人:
电话:
地址:
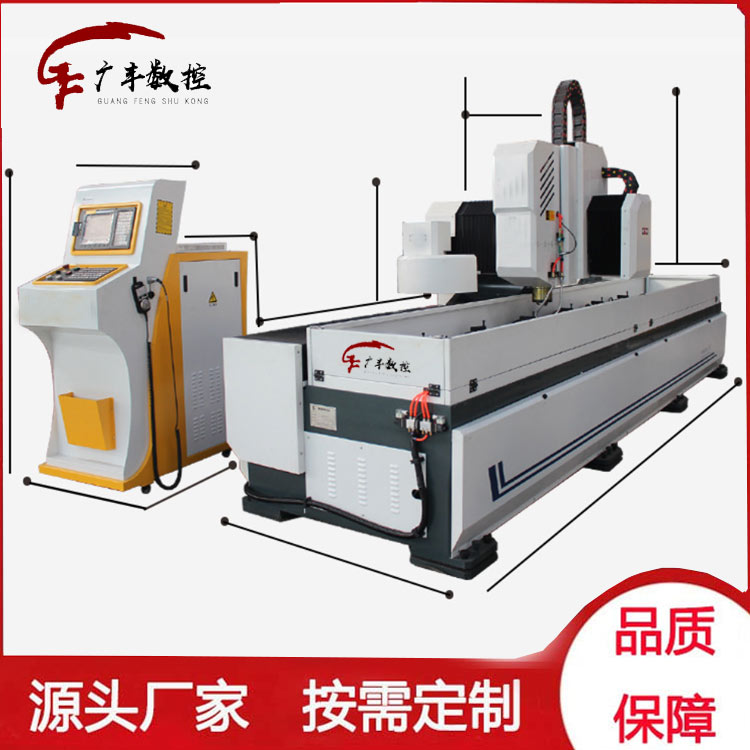
数控钻床主动轴的维护
①定期调整主轴驱动带的松紧程度;②防止各种杂质进入油箱。每年更换一次润滑油;③保持主轴与刀柄连接部位的清洁。需及时调整液压缸和活塞的位移量;④要及时调整配重。气动系统的维护,1.清除压缩空气的杂质和水分;2.检查系统中油雾器的供油量;3.保持系统的密封性;4.注意调节工作压力;5.清洗或更换气动元件、滤芯。数控钻床主要用于钻孔、扩孔、铰孔、攻丝等加工。它是数字控制的以钻削为主的孔加工机床,由于加工中心的发展,绝大多数数控钻床已被加工中心取代。[1]在汽车、机车、造船、航空航天、工程机械行业;尤其对于超长型叠板,纵梁、结构钢、管型件等多孔系富源成海的各类大型零件的钻孔加工当为选择。
立式钻床加工前,须先调整工件在工作台上的位置,使被加工孔中心线对准刀具轴线。加工时,工件固定不动,主轴在套筒中旋转并与套筒一起作轴向进给。工作台和主轴箱可沿立柱导轨调整位置,以适应不同高度的工件。
可配置方型固定台式台面,方便用户快速加工,高精度数控钻铣床定制,也可根据客户要求,定做移动式工作台,前后左右利用丝杆传动电机辅组的特点,更有效的定位加工钻孔的时效。在立式钻床的基础上,可以改造成数控钻床,配置加大床身式底座,和数控铣床一样,立柱和主动力机头不变,XY轴装配伺服电机,Z轴装配普通电机或者主轴装配伺服电机,实现三轴联动,满足快速的加工需求。
立式钻床的操作使用注意事项:
一、操作者必须严格遵守维护使用设备的四项要求,五项纪律。严禁超负荷使用设备。二、开车前,必须按照巡回检查点仔细进行检查,高精度数控钻铣床定制,并按润滑图表进行润滑。三、停车八小时以上再开动设备时,应先低速转动三至五分钟,确认运转正常后,再开始工作。四、工作中必须正确安装工具,钻套要符合标准,锥面必须清洁无滑痕。五、工作必须正确牢固的装卡在工作台上,钻透孔时必须在低面垫上垫块。六、工作中不采用机动进给时,必须将控制螺帽向里推。七、卸钻卡具时应用标准斜铁和用铜锤轻轻敲打,不准用其它东西乱打。八、机床变速必须停车进行。设备开动后操作者不得离开或托人代管。
龙门铣床导轨的修复
1、用氧-火焰烤划伤部位(掌握温度,避免表面退火),将常年渗金属表面的油烤出来,烤到没有火花四溅。
2、将划伤部位用角磨机表面处理,呼和浩特数控钻铣床定制,打磨深度1毫米以上,并沿导轨打磨出沟槽,好是燕尾槽(如图)。划伤两端钻孔加深,多功能数控钻铣床定制,改变受力情况。
3、用脱脂棉蘸或无水乙醇将表面清洗干净。
4、将调和均匀的2211F涂抹到划伤表面;层要薄,要均匀且全部覆盖划伤面,以确保材料与金属表面好的粘接,再将材料涂至整个修复部位后反复按压,确保材料填实并达到所需厚度,使之比导轨表面略高。
5、材料在24oC下完全达到各项性能需要24小时,为了节省时间,可以通过卤钨灯提高温度,温度每提升11oC,固化时间就会缩短一半,佳固化温度70oC。
6、材料固化后,用细磨石或,将高出导轨表面的材料修复平整,施工完毕。





