产品规格:
产品数量:
包装说明:
关 键 词:荥阳小型冲床设备
行 业:纸业 造纸设备 切纸机
发布时间:2022-01-04
冲压生产主要是针对板材的。通过模具,能做出落料,冲孔,成型,拉深,修整,精冲,整形,铆接及挤压件等等,应用于各个领域。如我们用的开关插座,杯子,碗柜,碟子,电脑机箱,甚至飞机……有多的配件都可以用冲床通过模具生产出来。
由于冲床具有速度快、压力大的特点,因此采用冲床作冲裁、成型必须遵守一定的安全规程。
1.暴露于压机之外的传动部件,必须安装防护罩,禁止在卸下防护罩的情况下开车或试车。
2.开车前应检查主要紧固螺钉有无松动,模具有无裂纹,操纵机构、自动停止装置、离合器、制动器是否正常,润滑系统有无堵塞或缺油。必要时可以开空车做试验。
3.安装模具必须将滑块开到下死点,闭合高度必须正确,尽量避免偏心载荷;模具必须紧固牢靠,并经过试压检查。
冲床反馈信号与给定信号对于调节器来说是完全相同的。所以,出现了反馈信号的波动,必然引起速度调节器的反方向调节,这样就引起冲床的振动。 这种情况发生时,非常容易处理,只要把电机后盖拆下,就露出测速发电机的整流子。这时不必做任何拆卸,只要用尖锐的勾子,小心地把每个槽子勾一下,然后用细砂纸光一下勾起的毛刺,把整流片表面再用无水酒精擦一下,再放上炭刷就可以了。这里特别要注意的是用尖锐的勾子去勾换向片间槽口时,别碰到绕组,因为绕组线很细,一旦碰破就无法修复,只有重新更换绕组。再一个千万不要用含水酒精去擦,这样弄完了绝缘电阻下降无法进行烘干,这样就会拖延修理期限。
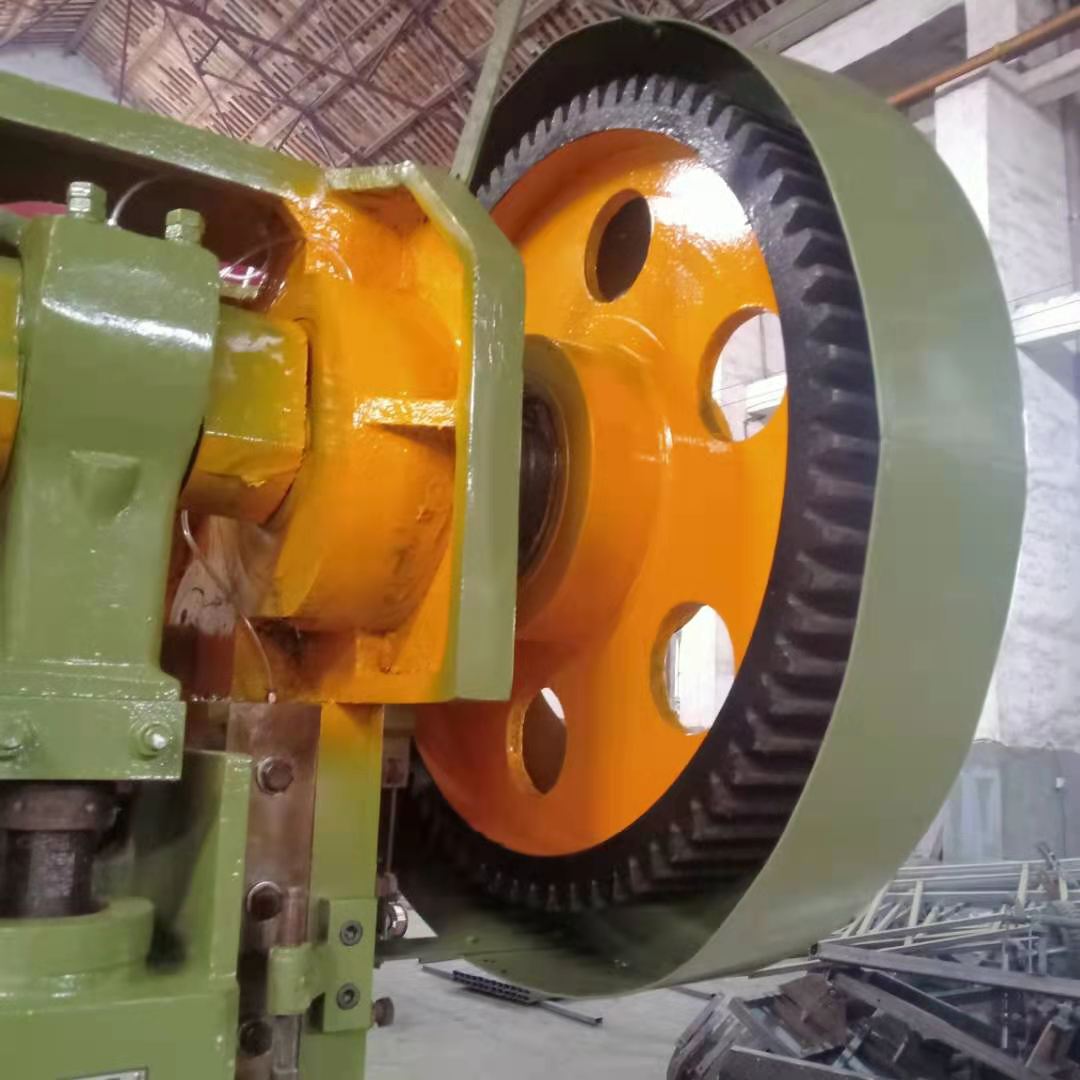
冲床的设计原理是将圆周运动转换为直线运动,由主电动机出力,带动飞轮,经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,从主电动机到连杆的运动为圆周运动。
连杆和滑块之间需有圆周运动和直线运动的转接点,其设计上大致有两种机构,一种为球型,一种为销型(圆柱型) ,经由这个机构将圆周运动转换成滑块的直线运动。冲床对材料施以压力,使其塑性变形,而得到所要求的形状与精度,因此必须配合一组模具(分上模与下模),将材料置于其间,由机器施加压力,使其变形,加工时施加于材料之力所造成之反作用力,由冲床机械本体所吸收。
无曲轴式冲床
无曲轴式冲床又称偏心齿轮式冲床,图二是偏心齿轮式冲床。曲轴式冲床与偏心齿轮式冲床两构造之功能的衡量,如表二所示,偏心齿轮式冲床构造的轴刚性、润滑、外表、颐养等方面优于曲轴构造,缺点则是价格较高。行程较长时,偏心齿轮式冲床较为利于,而如冲切机之行程较短的情形时,是曲轴冲床较佳,因此小型机及高速之冲切用冲床等也是曲轴冲床之领域。
冲床上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。上模座。下模是整副冲模的下半部,即安装于压力机工作台面上的冲模部分。下模座是下模底面的板状零件。刃壁是冲裁凹模孔刃口的侧壁。刃口斜度是冲裁凹模孔刃壁的每侧斜度。气垫是以压缩空气为原动力的弹顶器。参阅“弹顶器”。反侧压块是从工作面的另一侧支持单向受力凸模的零件。