

价格:面议
0
联系人:
电话:
地址:
小口径无缝钢管正火是930℃1.钢材的退火:将钢加热到一定温度并保温一段时间,然后使它慢慢冷却,称为退火。钢的退火是将钢加热到发生相变或部分相变的温度,经过保温后缓慢冷却的热处理方法。
小口径无缝钢管退火的目的,是为了消除组织缺陷,改善组织使成分均匀化以及细化晶粒,提高钢的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。所以退火既为了消除和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好准备,故退火是属于半成品热处理,又称预先热处理。
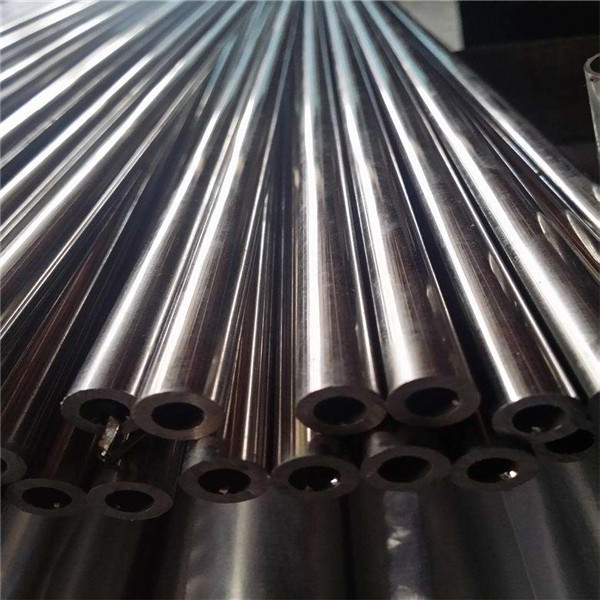
小口径无缝钢管的标准:
1、小口径无缝钢管的:
GB/T3639-2009,另外可能也还有应用GB/T8162-2008结构用精密钢管的。
2、小口径无缝钢管的:
DIN2391, EN10305-1,EN10305-4, ASTM A519。
小口径无缝钢管的生产工艺:
1、毛管
毛管壁厚要均匀,内外表面缺陷少,要配置外表面抛光及内孔缺陷清理设备。
2、复检
与普通冷拔钢管相比,小口径无缝钢管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。
3、退火
退火在所有的冷拔管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的清除。冷拔精密钢管需要配置无氧化光亮退火炉设备。
小口径无缝钢管尺寸允许偏差:
小口径无缝钢管尺寸及允许偏差:小口径无缝钢管一般规格为10*1-203*25,要求公差范围:
偏差等级 标准化外径允许偏差
D1 ±1.5%,小±0.75 mm
D2 ±1.0%。小±0.50 mm
D3 ±0.75%.小±0.30 mm
D4 ±0.50%。小±0.10 mm
小口径无缝钢管主要加工方法有:
1、锻造钢材:
利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法。
2、挤压:
是钢材将金属放在密闭的挤压简内,一端施加压力,使金属从规定的模孔中挤出而得到有同形状和尺寸的成品的加工方法,小口径无缝钢管,多用于生产有色金属材钢材。
3、轧制:
将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法。
4、拉拨钢材:
是将已经轧制的金属坯料通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。



