产品规格:
产品数量:
包装说明:
关 键 词:邢台焊钉材料
行 业:五金 机械五金 紧固件/连接件
发布时间:2021-12-27
随着市场经济不断深入和加工技术不断进步,我厂的技术革新和设备改造日新月异,产品规模逐渐扩大,已形成集钢结构产品、热镀锌产品、建筑配件系列产品
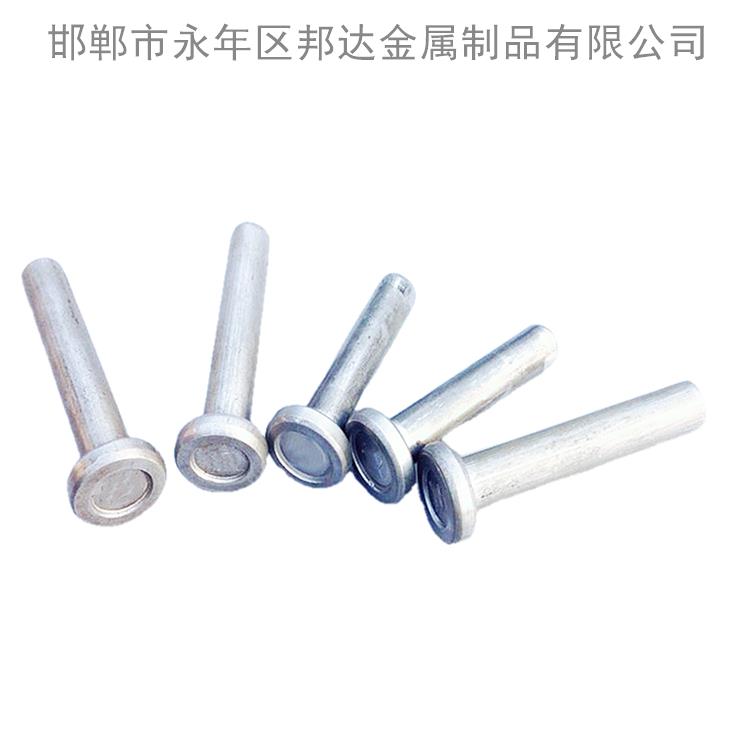
以下图示了几种常用的螺柱焊接工艺方法:
接触式电容储能螺柱焊接: 是一种常用的电容储能螺柱焊接方法(从下图0.001
秒开始工作)
钢结构中有以下地方用焊钉:
1、杯口式基础,为了柱子埋入后与混凝土结合更牢固,在柱子埋入部分用焊钉。
2、高层建筑钢结构的柱、梁安装之后外面包水泥,为了与混凝土结合牢固,柱、梁都要打焊钉。
3、楼层梁的上翼板要打焊钉。一,安全没保障
天气因数例如:雨雪强风天气不得野外作业。高空(15m以上)没有看护不得单作业。没有安全员不得作业。有安全隐患不的作业。带电不得作业。劳保不全不得作业。无证人员不得作业。无认证单位不得作业。
二,施工条件强风天气不得野外作业。重要钢结构低温条件不得作业如:桥梁。材料不符或严重腐蚀不得作业。焊接填充材料不符不得作业。与图纸不符不得作业。
以上都是个人笼统的简单介绍一下还有其他的具体项没有介绍例如操作工的要求,压力容器,仓体和吊装设备使用等等。
螺柱焊接分类:根据焊接的特性和电源原理,我们通常将螺柱焊接分为电容储能式螺柱焊接和拉弧式螺柱焊接,前者焊接在0.003秒内完成,用于在薄板上焊接螺柱,后者焊接时间在0.1-1.5秒内完成,用于在更复杂的环境下焊接螺柱。 电容储能式螺柱焊接具体可分为:①接触式螺柱焊接;②间隙式螺柱焊接。 拉弧式螺柱焊接具体可分为:①陶瓷保护环模式螺柱焊接;②气体保护模式螺柱焊接;③短周期模式螺柱焊接(分为有气体保护和无气体保护二种)。 无论采用哪种螺柱焊接工艺,要想取得理想的焊接效果,都需要我们对以下参数严格控制:例如:焊接时间,焊接电流,运动的可控性,设备的易操作性,被焊金属材料的成分等。
根据内外螺柱焊技术的应用,由于行业不同发展要求也会不同。但其发展趋势主要表现在:
(1)目前一些控制策略已应用在逆变熔焊机的控制系统、模糊控制技术和人工智能技术等。而计算机的发展又带动了逆变技术的步。利用计算机的快速运算能力和内存量大等优点。实现一些计算机才能实现的控制方法和显示功能。这必将推动螺柱焊机的发展。因此,研制具有有自动化功能--只需输人焊接方法、螺柱直径、焊接材料就能提供佳焊接工艺参数。并通过实际施焊,采集螺柱焊记录数据,并能自动调节输人能量及相关参数以能稳定焊接质量。所以,自适应逆变电源螺柱焊机必将出现。
(2)研制大直径螺柱(M25以上)的协同式螺柱焊机,使焊接时不受直径、焊接位置的影响保证焊接质量的再现性以满足建筑等行业日益增长的需要。
(3)随着螺柱焊在工业部门的应用不断扩大,结合产品开发不同类型螺往焊机和加工中心必将一步增长。
(4)短周期拉弧螺柱焊是一种有前途的焊接技术,因为在焊接时有两种焊接模式:
螺柱焊的工件必须是从一侧焊接。能在全位置焊接,借助于扩展器可以焊接到受限制的垂直隔板上。由于是短时间焊接且焊后很少变形,故不需要修整。因为焊接的结构不需要钻孔,故不会造成泄漏。螺柱焊的接头可以达到很高的强度,即螺柱焊的接头强度大于螺柱本身强度。在镀层或高合金板材焊接后,背面没有印痕。
良好的经济性螺柱焊相对于其他焊接方法的优点,在于焊接功率上。对于批量产品的工件,在很短的焊接时间(3-980ms)内可打到8-40个/min(根据不同直径螺柱和不同焊接功率)。而自动送料螺柱焊机可以达到60个/min的超率。标准的螺柱是低成本的。
螺柱焊设备和焊具有多种类型,设备的购置费用相对较低。根据产品,可以制成多工位自动焊机,或高精度龙门式数控自动焊机。
螺柱焊具有较高的质量再现率和较小的废品率。折叠编辑本段注意事项螺柱焊在应用中要注意:螺柱焊也和其他熔化焊一样,对钢中的含碳量有一定限制--对于结构钢螺柱,含碳量应在0.18%以内,而母材的含碳量应在0.2%以内。要根据螺柱焊的不同方法,按推荐的螺柱材料和母材组合可焊性施焊,否则螺柱和母材相互之间会有不熔性。超出推荐范围以外的螺柱材料和母材组合要通过试验定可焊性和产品设计要求行相关检验评定可能性
公司秉承工匠精神,坚持成为紧固件企业,高品质紧固件制造,我们必将协同所有客户,不忘初心、砥砺奋进,铸造更美中梦!邦达公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、和业务洽谈。