

价格:面议
0
联系人:
电话:
地址:
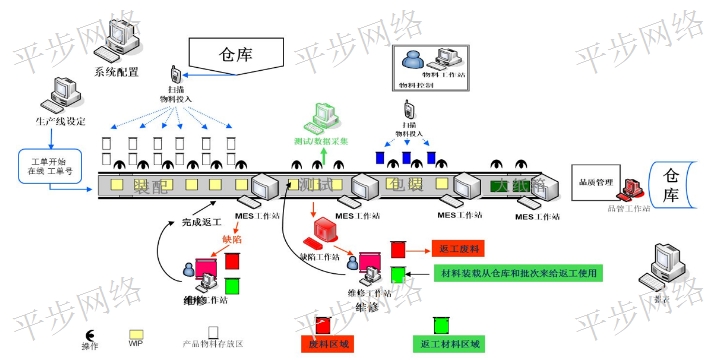
巡检是由人工确定巡检的频率和数量,不定时地对各工序的产品进行检验,并根据检验结果录入检验结论,并将检查结果输出过程警报信息。巡检不合格品产品不能流到下工位,但巡检不对被检的批量产品进行判断,产品正常流到下工位。还有一类巡检不是针对产品,而是针对人、机、物、法、环的检查,以保证生产的规范性。检验设备结果采集在生产加工的设备中,有部分自动检验设备,该设备的检验程序能够自动对产品进行检验并生成检验结果。对这些检验设备的检验数据,系统自动进行采集,并与系统的检验进行接口处理。这部分信息主要包括:ICT/FT测试结果。维修重检IPQC在检查出产品缺陷信息后,泰州mes软件,送维修点进行维修(见制造过程管理-在线维修)。当产品维修完成后,必须返回到原发现缺陷的工序,经IPQC复检合格后,泰州mes软件,才允许进入下工序,而不是维修后就直接进入下工序,以防止不良品流入下工序。批量隔离产品在加工过程中,可能在前面的工序没有发现质量问题,但到后面工序时才发现前面工序的质量问题,这时候一般已发生了批量的质量问题,泰州mes软件,需要将情况及时反馈到质量发生的工序。标识值具体可包括原材料、供应商等信息。泰州mes软件
首检当一个工单、一个作业班次开始加工时,为了检验设备的情况、用料的情况、产品的设计情况等,需要在各个工序首先加工3~5个产品,并对这几块产品进行质量检查,以确保后续的生产能够顺利地进行。当在工序质量控制参数设置中设置了要进行首检时,系统自动根据检验规则进入首检状态,要求操作员完成首检工作才允许进行批量生产。不同的产品、不同的工序可以定义不同的首检规则。全检本功能供工序检验人员使用,完成质检信息录入、首检结论处理、产生DPMO图源数据、预警图源数据等。全检过程必须对工序中一个产品进行检验,并根据检验结果录入检验结论。随机抽检不定时地对各工序的产品进行检验,并根据检验结果录入检验结论,并将检查结果输出过程警报信息。巡检不合格品产品不能流到下工位,但巡检不对被检的批量产品进行判断,产品正常流到下工位。批量抽检批量抽检是将一个生产工单的一个工序生产的产品,分成多个批次进行抽检。标准抽检需要预先定义检验规则、检验标准和检验方案,并在生产过程中,根据检验方案对产品进行批量抽检。在抽检过程中,对抽检的产品进行质量判断。如果在几个批次中都出现有质量问题,则需要增加后续抽检批次的抽检比例。泰州mes软件智能装备的实现关注以下几点:数据实时采集、提供方案选择、数据即时分析、隐患及时预警、性能在线监测。
在工业互联网中,利用标识,可对机器和物品进行定位和信息查询。标识包括标识编码和与标识编码相关联的标识值列表。其中,标识编码是机器和物品的“身份证”;标识值列表包括多个标识值,这些标识值具体可包括原材料、供应商等信息。在工业互联网中,用户可以通过标识实现对异主、异地、异构信息的智能关联,为信息共享以及产品全生命周期管理提供重要支撑。标识值列表中的部分信息标识值可能是敏感信息,因此存在对特殊用户而不是全部用户开放查看权限的需求。然而传统对标识的显示控制实现的是对整个标识的控制,如果想对标识中的具体标识值进行精细控制,需要在标识所关联的各标识值中添加用户管理员信息。这种方式并不灵活,例如,假定生产了1000个杯子,每一杯子对应一个标识,也即一共对应1000个标识。假定每一标识均包含类型为“颜色”的标识值(简称颜色标识值),若想对这1000个标识中的颜色标识值进行精细控制,则需要为每一标识中的颜色标识值添加用户管理员信息,也即要添加1000次。在修改时也类似,需要对每一标识中颜色标识值的用户管理员信息进行修改,修改工作量为1000次。
工单维护从SAP下载的订单生成MES的工单后,只是根据产品标准的工艺路径生成了当前订单的工单加工信息,并没有考虑一些特殊的情况。通过工单维护功能,可以对工单进行适当的调整。工单的调整主要包括三个方面。一是工单身的信息,二是工单的加工工艺路径,三是各个加工工艺路径中,一些具体的生产过程控制、质量检验方法、生产质量预警等参数的设置和调整。工单信息维护主要包括工单号、加工的产品、计划生产数量、计划开工日期、计划完工日期及其他一些工单属性的维护。工序信息维护主要包括产品的加工工序(可以增加、插入、删除产品的加工工序),每个工序可具体设置生产过程需要的控制和质量控制(如是否首检、首检标准、质量控制参数等)。对于未完工的工单,可以修改(增加或减少)计划生产数量,进行追加生产或提前完成生产。对未开工的工序工单,可以删除其工序或更改设置。工单调度生产调度排程使调度人员能够在计算机系统的帮助下比较好化地安排工单在各工序的加工,保障及时交付,同时保障生产线利用率比较高,将工单安排到各个工序、各个线体上进行连续有效地生产。系统提供了自动排产和人工排产两种图形操作模块,自动排产采用业界先进的“遗传算法”。实现相关设备及其运行工况进行远程遥控、遥测、遥信、遥调、遥视等功能。
设备效能分析,在选定时间内(如一周、一月或自定义时间)查看行效率图,通过查看运行效率的平均数据,来了解整个部门数控设备运行效率的高低。设备状态统计机床详细信息图包含机床24小时机床四种基本状态(运行、空闲、报警、关机)和提供对应时间段详细的内容,了解员工工作实际工作情况和机床状态时间分布。利用率走势系统提供的走势图,可以对每台设备/每个生产线/每个分厂等进行每天/每周/每月的走势分析,方便用户对设备生产效率的横向对比,通过对比来查找影响生产利用低的原因。设备生产信息统计空闲时间统计可查看每台机床在选定时间内的四种基本状态时间以及百分比(运行、空闲、报警、关机)的统计,了解机床在选定时间内机床空闲时间及百分比设备工艺参数监控通过网络对设备数据采集,页面展示实时数据。生产看板用在生产车间,帮助企业更好的监控生产数据状态。重庆MES推荐厂家
工厂环境可视化展示工厂周边的道路、桥梁、建筑分布,标志性的道路、桥梁、建筑在系统中标注具体名称。泰州mes软件
智能车间顶层设计方案,智能车间是实现智能制造的重要载体,主要通过构建智能化生产系统、网络化分布生产设施,实现生产过程的智能化。智能车间已经具有了自主能力,可采集、分析、判断、规划;通过整体可视技术进行推理预测,利用仿真及多媒体技术,将实境扩增展示设计与制造过程。系统中各组成部分可自行组成比较好系统结构,具备协调、重组及扩充特性。已系统具备了自我学习、自行维护能力。因此,智能工厂实现了人与机器的相互协调合作,其本质是人机交互。纵向集成和横向集成均以CPS和工业互联网为基础,产品、设备、制造单元、生产线、车间等制造系统的互联互通,及其与企业不同环节业务的集成统一,则是通过数据应用和工业云服务实现,并在决策层基于产品、服务、设备管理支撑企业比较高决策。这些共同构建了一个智能车间完整的价值网络体系,为用户提供端到端的解决方案。泰州mes软件





