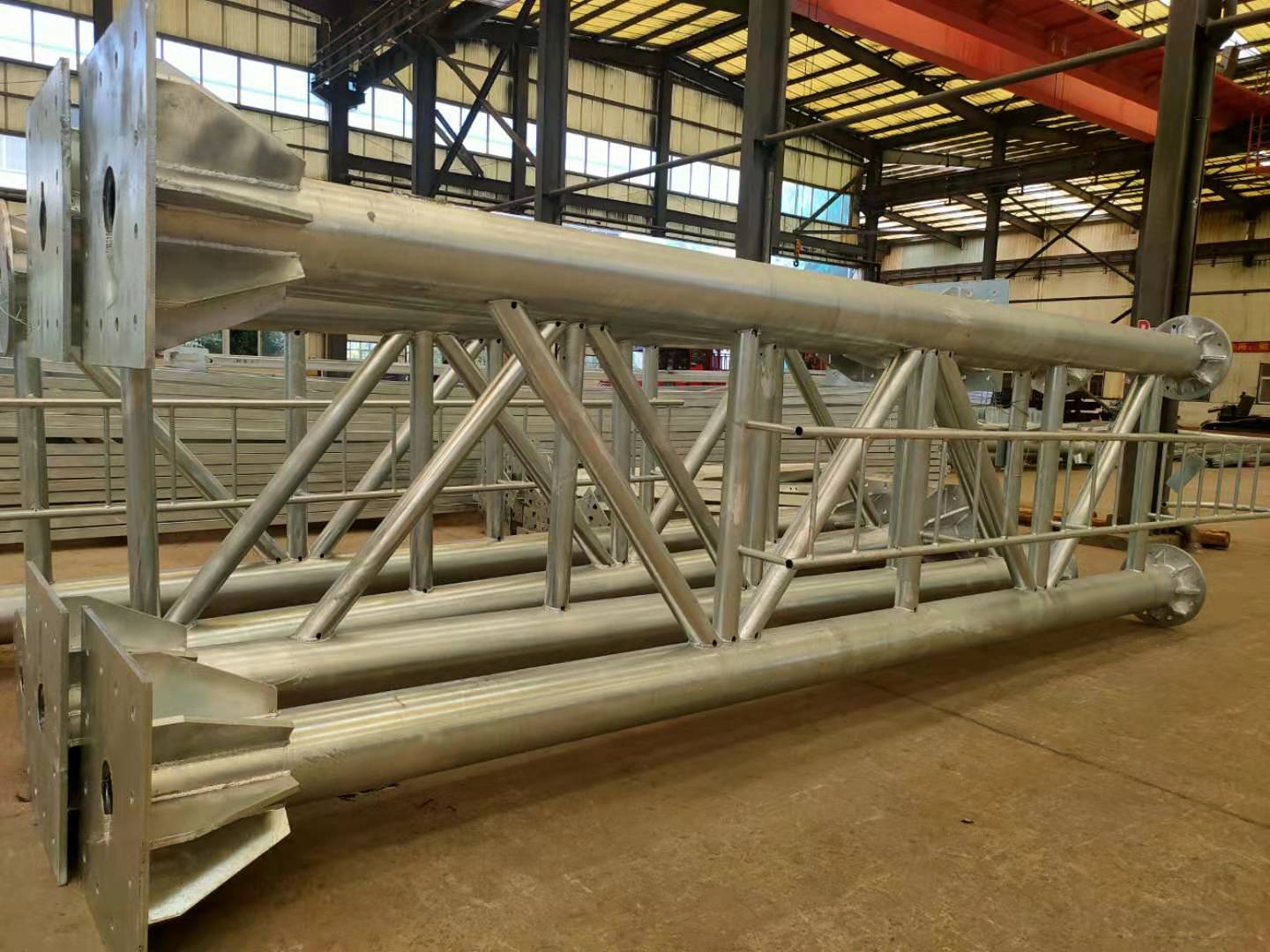
管桁架加工厂商_徐州管桁架加工价格
价格:7800.00起
产品规格:
产品数量:
包装说明:
关 键 词:徐州管桁架加工价格
行 业:加工 建材加工
发布时间:2021-12-08
管桁架结构图纸识读除读管桁架结构整体布置情况、支座节点、相贯节点、锥管连接和材料类别等细节外,施工安装人员还应读懂结构整体受力及变形特点以确定安装方式和工序。
1.5.1管桁架结构焊缝形式
我国钢结构设计分设计图与施工详图两个阶段。钢结构构件的制作、加工必须以施工详图为依据,而详图则应根据设计图编制。
对管桁结构在焊接要求、制作精度、运输吊装、防锈措施等方面与一般的钢结构要求相同,可参考钢结构规范中的有关规定条款进行制作施工。而管桁结构在加工工艺上有其性,这种性主要体现在节点上,其节点是杆件直接在空间汇交而成的空间相贯节点,因而管桁结构的构造与施工的关键点就在于节点的放样、焊缝及坡口的加工。
拼装胎架设计和安装
1.胎架设计
(1)胎架制作流程
拼装场地整平压实后,铺上钢板形成刚性平台,上部胎架固定在钢板上。为了保证主桁架的拼装精度以及主桁架在拼装完成后便于起吊等因素,牛腿的上端搁置一个限位块和可调节高度及水平度的调节装置。
管桁架拼装胎架主承重杆件截面形式和截面大小要根据所需拼装的管桁架自重确定。对于自重大的管桁架结构主承重杆件可采用H形钢截面,对于自重小的可采用角钢截面,其余杆件采用角钢即可满足要求。
胎架的设计和布置根据主拱架的分段情况和分段点点的位置来确定,胎架设计时要考虑在断开面中间设置空挡,以留出焊接空间,在对接口下面焊接时,焊工可从胎架侧面进入胎架顶部层平台,施焊胎架的下弦支撑采用H型钢,两端搁置在H型钢柱的牛腿上,吊装时将此H型钢取下,以免影响桁架的吊装。
(2)胎架制作工艺方案
桁架拼装胎架。
(3)胎架制作技术要求
1)管桁架一般采用侧卧方式进行地面组拼,平台及胎架支撑必须有足够的刚度。
2)在平台上应明确标明主要控制点的标记,作为构件制作时的基准点。
3)管桁架安装现场胎架的数量根据现场场地情况、吊装要求、施工周期等而定,以管桁架拼装速度与安装速度相匹配,减少或避免窝工现象为基本原则。
空间网格结构—按一定规律布置的杆件,构件通过节点连接而构成的空间结构,包括网架、曲面形网壳以及立体桁架等。
立体桁架—由上弦、腹杆与下弦杆构成的横截面为三角形或四边形的格构式桁架。
工程中的管桁架结构主要用于大跨度屋面结构,一般可分为平面桁架和立体桁架,立体桁架由于稳定性高、承载能力及跨越跨度大,较为常用,可采用直线或曲线形式。空间网格结构的选型应结合工程的平面形状、跨度大小、支承情况、荷载条件、屋面构造及建筑设计等要求综合分析确定,杆件布置及支承设置应保证结构体系几何不变。
管桁架弦杆和腹杆虽然为焊接,但一般其计算模型仍为铰接节点。
在各种形式的管桁架结构中,相贯节点是为重要的环节,因为节点的破坏往往导致与之相连的若干杆件的失效,从而使整个结构破坏。直接焊接相贯节点是由几个主支管汇交而成的三维空间薄壁结构,应力分布十分复杂。下面重点介绍相贯节点的形式、构造及强度验算。
1、节点分类
相贯节点的形式与其相连杆件的数量有关。当腹杆与弦杆在同一平面内时为单平面节点,当腹杆与弦杆不在同一平面内时为多平面节点。
2、节点破坏模式及过程
直接焊接的圆管结构,其特点是支管将荷载直接传给主管,因支管的轴向刚度较大,横向刚度却很小,在支管拉力或压力作用下,主管可能出现多种破坏形式。在保证支管轴向力强度(不被拉断)、连接焊缝强度、主管局部稳定、主管壁不发生层状撕裂的前提下,节点的主要破坏模式有以下几种:主管局部压溃或主管壁拉断;主管壁出现裂缝导致冲剪破坏;K形节点可能在支管间主管剪切破坏。
相贯节点的破坏过程为:当通过支管加载时,由于相贯线复杂,主管径向刚度与支管轴向刚度相差较大,因此应力沿主管的径向和环向都是不均匀的,在鞍点和冠点的应力较大,通常把节点中应力集中值较大的点称为热点。热点先达到屈服,继续加载时该点形成塑性区,使应力重分布。随着支管内力的增加,塑性区不断地向四周扩散,直到节点出现显著的塑性变形或出现初裂缝以后,才会达到的破坏。