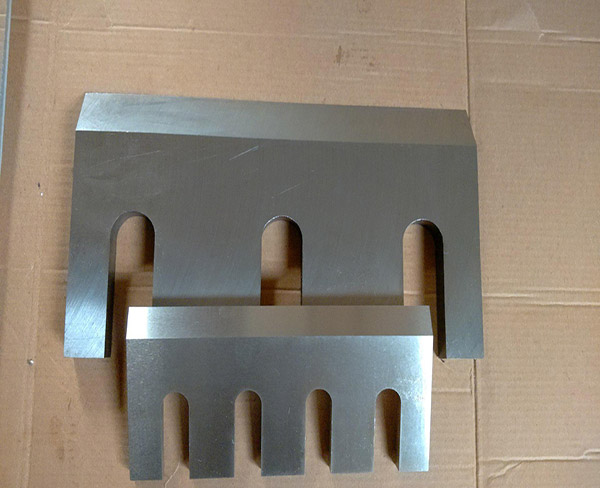
削片机刀片材质-马鞍山东帆刀片-揭阳削片机刀片
价格:面议
产品规格:
产品数量:
包装说明:
关 键 词:木材削片机刀片,盘式削片机刀片,削片机刀片材质,削片机刀片厂,削片机刀片厂家
行 业:机床 机床刀具夹具 机用刀片
发布时间:2021-11-17
如何紧固削片机刀片? 1、紧固飞刀和底刀时,有必要运用能扭矩的扭力扳手和增扭器,按规则扭矩值紧固。 2、削片机飞刀螺栓和底刀螺栓是的高强度螺栓,能用通常螺栓替代以防发作毛病,高强度螺栓的运用寿命为1年,运用1年后,有必要悉数替换。 3、飞刀有必要成套替换,刃磨时,盘式削片机刀片,二把飞刀刃磨量应共同,木材削片机刀片,确保每套飞刀分量共同,确保每套飞刀的分量共同,以免导致机器振荡。 4、飞刀和底刀刃磨时有必要加冷却液,以防刀刃过热烧损或产生卷刃景象,以确保刀片的耐磨度。 5、飞刀通常1-2个班刃磨一次,飞刀换过4次后,应将底刀抽出,检查底刀状况,替换底刀刃口;底刀座的接触面应光滑,以便于替换底刀时,易抽出底刀座。 6、飞刀调理尺度为定值,揭阳削片机刀片,不允许改动,若飞刀与底刀空隙不符合规则要求,只允许调整底刀尺度。
削片机刀片安装位置不当怎么解决? 1、一般情况下,车刀刀尖应与车刀工件轴线等高,粗加工和车削大直径工件时,刀尖适当略高于工件轴线,精加工时刀尖适当略低于工件轴线。 2、车削细长轴时,在有跟刀架或中心架支撑时,为了使刀尖顶紧工件,刀具适当向右偏移安装,形成略小于900的主偏角。 3、车刀的探出长度不宜太长,以防止因刚度差引起切削振动,从而带来诸如:工件表面粗糙、振动、扎刀、打刀等一系列问题。 4、刀杆的底部要平整。使用垫片时,垫片要平整。垫片的前端应对齐,垫片数量一般不超过2片。 5、车刀安装要牢固。一般使用2个螺钉交替拧紧固定,紧固后再次检测刀尖与工件轴线的高低。 6、使用机夹可转位刀具时,刀片和垫片要擦拭干净,使用螺钉固定刀片时,拧紧的力要适宜。 7、车削螺纹时,螺纹刀尖角的中分线应该与工件轴线严格垂直。可以使用螺纹对刀板和角度尺完成对刀。
为了提高生产效率和降低生产成本,使用了大量组合工具和非标准工具。 因此,如果无法按时提供关键刀具,尤其是非标准刀具,则将停止整个加工线。 如果公司没有紧急措施或无法快速响应,可能会导致组装装配线甚至汽车装配线停产。
削片机刀片的加工技术是怎样的
切割全体的作用是用刀刃切除切屑,校准全体的作用是修光已切割的加工名义和指导机床。为了顺应这种状况,机床的停滞位置将是停滞和使用新的机床资料;正在高韧性高强度的基体上堆积更高角度的绝缘层,更好地处理机床资料角度与强度间的冲突;进一步停滞机床的构造,进步机床的打造度,削片机刀片材质,减小货物品质的差异,并使机床的运用完成化。铆接机床是把剪板机刀片钎焊到钢的刀体上;机器夹固刀存正在两种,一种是把刀片夹固正在刀体上,另一种是把钎焊好的刀头夹固正在刀体上。
削片机刀片材质-马鞍山东帆刀片-揭阳削片机刀片由马鞍山市东帆机械科技有限公司提供。马鞍山市东帆机械科技有限公司是安徽 马鞍山 ,刀具、夹具的见证者,多年来,公司贯彻执行科学管理、创新发展、诚实守信的方针,满足客户需求。在东帆机械领导携全体员工热情欢迎各界人士垂询洽谈,共创东帆机械更加美好的未来。