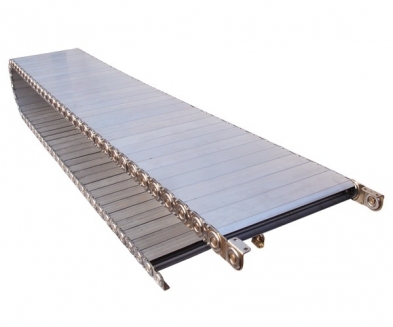
连云港桥式钢制拖链 扬州定做钢制拖链
价格:100.00起
产品规格:
产品数量:
包装说明:
关 键 词:连云港桥式钢制拖链
行 业:五金 机械五金 机床附件
发布时间:2021-10-27
有TL45、TL65、TL95、TL125、TL180、TL225、TL250型,拖链宽度可按用户要求定做,弯曲半径从50-800之间。
有三种支撑板的形式。
(1)当拖链需承载较大管、缆负荷时、应选用高强度支撑板——整块式
(2)当管缆的管接头尺寸大于支撑板内腔孔径或须经常拆装、维修等时。可选用支撑板——分开式
(3)安装管缆的规格品种较多时,可选用支撑板——框架式
本发明涉及一种机床的具有计算机系统、计算机程序和计算机程序产品,以及配合的机床的中性数据(Neutraldaten)-计算机控制系统。
目前制造机床时,面临越来越多的相互交织的生产过程,所述生产过程的标准化在工业界是首先加以考虑的问题,同时还要将用于控制机床必要的计算机系统一并在该生产过程加以考虑。其中的一个目的在于实现技术上可行的统一的机床控制系统,所述机床控制系统可以使使用者在对具体的机床类型进行更换时或甚至在更新数据库和存储数据时为根据工件程序加工产品提供尽可能高的机床控制参数的一致性。
一段时间以来已经针对不同的机床类型不断地探索这种措施,其中在此特别对锥齿轮切齿机给予了很大的重视。
在此,对于锥齿轮切齿机目前的解决方案是,整个机床系列的机床控制参数被汇集在一个具有所有的在机床系列中有关的有待控制的轴的统一的数据模型中,所述数据模型然后根据相应的实际的机床的具体情况-在可行的情况下,即用机床控制参数控制的轴实际存在的情况下-生成。
按照要求3或4所述的多轴机床(2),其特征在于,还设置有作为机械轴的摆动轴(σ),所述摆动轴利用砂轮轴的旋转或其在水平平面(A)上的平行投影对工件和砂轮进行相对摆动。
照要求3至5中任一项所述的多轴机床(2),其特于,通过控制和/或调节装置利用可任意选择的函数或关系实现对相应的机械轴的控制,所述函数或关系还取决于其它参数的值。要求15所述的多轴机床(2),其特征在于,可任意选择的函数是一个多项式函数,所述多项式函数取决于其中的一个虚拟轴的数值和多项式系数。按照要求15所述的多轴机床(2),其特征在于,可任意选择的关系是一圆关系,所述圆关系取决于其中的一个虚拟轴的值和圆的常数,优选取决于圆的半径和一由坐标对给定的中点以及旋转方向。按照要求8至17中任一项所述的多轴机床(2),其特征在于,通过控制和/或调节装置利用可任意选择的关系实现对相应的机械轴的控制,所述关系由坐标表格给定。按照要求18所述的多轴机床(2),其特征在于存取。按照要求1至20中任一项所述的多轴机床(2),其特征在于,在存储有机床控制参数的可从控制和/或调节装置对所述机床控制参数进行存取的存储器中存在数据结构,所述数据结构可实现对作为其它轴的导向轴的虚拟轴的参数化。按照要求21所述的多轴机床(2),其特征在于,在存储有机床控制参数的和从控制和/或调节装置对所述机床控制参数进行存取的存储器中存在数据结构,所述数据结构可实现对作为其它轴的导向轴的任意一个机械装置对所述机床控制参数进行存取的存储器中存在数据结构,所述数据结构用于接收函数或关系定义,所述函数或关系定义用于通过控制和/或调节装置生成虚拟轴。按照要求1至23中任一项所述的多轴机床(2),其特征在于,在存储有机床控制参数的和从控制和/或调节装置对所述机床控制参数进行存取的存储器中存在数据结构,所述数据结构用于接收函数或关系定义,所述函数或关系定义用于通过控制和/或调节装置对相应的机械轴进行控制。按照要求24所述的多轴机床(2),其特征在于,设置有至少一个预定义的函数或关系类型和所述数据结构具有至少一个用于识别预定义的函数或关系类型的数据区,所述数据区用于对相应的机械轴的函数或关系定义。按照要求25所述的多轴机床(2),其特征在于,用作为参数的多项式系数对多项式函数,优选对六次多项式函数进行预定义。按照要求24或25所述的多轴机床(2),其特征在于,用作为参数的圆半径和一通过坐标对给定的中点以及旋转方向对作为关系类型的圆关系进行预按照要求24至27中任一项所述的多轴机床(2),其特征在于,用作为参数的坐标对作为关系类型的具有坐标的坐标表格进行预定义。按照要求28所述的多轴机床(2),其特征在于,分别采用X坐标、Y坐标和优选从端面观察的法角作为坐标。按照要求24至29中任一项所述的多轴机床(2),其特征在于,机床控制参数存储在存储器内,从控制和/或调节装置对机床控制参数进行存取,在所述存储器内存在数据结构,所述数据结构用于接收通过控制和/或调节装置对相应的机械轴控制加工的工件侧面的标志,优选右或左侧面的标志。按照要求24至30中任一项所述的多轴机床(2),其特征在于,机床控制参数存储在存储器内,从控制和/或调节装置对机床控制参数进行存取,在所述存储器内存在数据结构,所述数据结构将与工件的部分范围相符的至少一组机床控制参数汇集成在一共同的分段标志下的,优选一分段编号下的分段。按照要求31所述的多轴机床(2),其特征在于,总是有这样一组机床控制参数被汇集成分段,其中同一轴作为导向轴被参数化。一种对要求1至32中任一项所述的多轴机床(2)进行控制的方法,其中首先将一虚拟轴作为其它轴的导向轴参数化,和接着在机床对工件进行加工作业时利用虚拟轴实现其它轴定位时的同步。一种用于写入按照要求1至32所述的多轴机床(2)内的具有机床控制参数的数据载体或电子载体信号(3),其特征在于,在所述数据载体或者电子载体信号上至少存在一数据结构,所述数据结构具有一数据区,该数据区可实现作为其它轴的导向轴的虚拟轴的参数化,和在按照要求33所述的方法写入或写入后数据载体或者电子载体信号(3)利用所述数据结构对机床(2)进行控制。按照要求34所述的用于写入按照要求1至32所述的多轴机床(2)内的具有机床控制参数的数据载体或电子载体信号(3),其特征在于,在所述数据载体或者电子载体信号上至少存在一数据结构,所述数据结构可实现对作为其它轴的导向轴的任意一个机械轴的参数化。按照要求34或35的用于写入按照要求1至32所述的多轴机床(2)内的具有机床控制参数的数据载体或电子载体信号(3),其特征在于,在所述数据载体或电子载体信号上至少存在一数据结构,所述数据结构用于接收函数或关系定义,所述函数或关系定义用于通过控制和/或调节装置生成虚拟轴。
实用新型涉及一种钣金外壳安装结构,解决了拆卸不便的问题,其包括机架和外壳,所述机架侧面并排设有若干挂钩,所述外壳上端通过挂钩固定在机架上,下端通过紧固件固定在机架上,利用挂钩和紧固件,将外壳固定在机架上,从而实现由外向内的安装,在拆卸时,不再需要拆除其他部件,而且用挂钩和紧固件的配合,相比于螺栓固定,更加牢固。]本实用新型涉及一种安装结构,特别涉及一种钣金外壳安装结构。现阶段的激光切割机的外壳均通过机架安装,通常是从机架里面往外面安装多个螺栓将其固定,这样的机架外壳固定效果较为牢靠,但是安装拆卸非常的繁琐。原来外壳钣金是由机架内往外安装螺栓,在拆卸时,必须将机架上的其它零部件全部拆除后,才能看见螺栓,进行拆除,很不方便。
实用新型内容为了克服拆卸不便的不足,本实用新型提供一种钣金外壳安装结构。本实用新型所采用的技术方案是:一种钣金外壳安装结构,其包括机架和外壳,所述机架侧面并排设有若干挂钩,所述外壳上端通过挂钩固定在机架上,下端通过紧固件固定在机架上。所述挂钩上设有第二安装孔,挂钩通过紧固件与第二安装孔的相适配,固定在机架侧面上。所述挂钩至少为2个。]所述紧固件为螺栓。所述外壳采用钣金材质。所述外壳为长方体,中间开有通孔。本实用新型的有益效果是:本实用新型利用挂钩和紧固件,将外壳固定在机架上,从而实现立的外壳的安装,在拆卸时,不再需要拆除其他部件,而且用挂钩和紧固件的配合,相对于用螺栓从机架内部用螺栓拉住固定,更加牢固,而且方便。1是本实用新型安装了外壳的示意图。
是本实用新型未安装外壳的示意图。所不,一种外壳2安装结构,其包括机架1和外壳2,所述机架1侧面并排设有3个挂钩3,所述外壳2上端通过挂钩3固定在机架1上,对外壳2进行上下前后限位,下端设有安装孔11,通过紧固件与安装孔11的相适配,将外壳2固定在机架1上,所述挂钩3上设有第二安装孔31,通过紧固件与第二安装孔31的相适配,将挂钩3固定在机架1侧面上,所述紧固件为螺栓,相比于单单的螺栓固定,更加牢固,将外壳2固定在机架1上,从而实现可在机架外部的立安装,在拆卸时,不再需要拆除其他部件,非常方便。
所述外壳2采用钣金材质,所述外壳2为长方体,中间开有通孔4,开通孔4,方便外壳2与挂钩3的连接,且方便方便操作。以上结合附图所描述的实施例仅是本实用新型的优选实施方式,而并非对本实用新型的保护范围的限定,任何基于本实用新型精神所做的改进都理应在本实用新型保护范围之内
1.一种钣金外壳安装结构,其特征在于:其包括机架(1)和外壳(2),所述机架(1)侧面并排设有若干挂钩(3 ),所述外壳(2 )上端通过挂钩(3 )固定在机架(1)上,下端通过紧固件固定在机架(1)上。2.根据要求1所述的一种钣金外壳安装结构,其特征在于:所述挂钩(3)上设有第二安装孔(31),挂钩(3)通过紧固件与第二安装孔(31)的相适配,固定在机架(1)侧面上。
3.
中国钢材消费有着明显的发展中国家特点,建筑业和工业钢材消费约占钢材总消费量的90%左右,其中建筑用钢所占比重为50%。由于中国正处于城镇化快速发展的历史阶段,对建筑钢材需求很大。螺纹钢作为主要的建筑用钢材,消费一直占据着中国钢材生产的较大比重。
2000年以前,小型材(以螺纹钢为主)的比重在25%左右,2001年以后,随着世界制造业向我国转移,板管带材产销所占的比重逐步增加,而建筑钢材所占比重逐年下降。
2001-2007年,中国螺纹钢消费由4369.1万吨(小型材产量)增加到9551.2万吨,占钢材消费的比重由25.8%下降到18.4%。
影响螺纹钢价格变化的因素主要有以下三个:一是生产成本;二是供求关系,影响供求关系的因素比较复杂;三是投机因素,投机因素有时会导致价格非理性上涨或下跌。影响生产成本因素包括原材料成本、能源成本,影响供求关系的因素包括宏观经济运行周期、产量消费量、库存情况、进出口政策。
调查
2015年7月1日,澳大利亚对原产中国螺纹钢产品发起调查。
2015年12月23日,澳大利亚会发布公告,对原产于中国的螺纹钢产品发起反补贴调查。
螺纹钢常用的分类方法有两种:一是以几何形状分类,根据横肋的截面形状及肋的间距不同进行分类或分型,如英国标准(BS4449)中,将螺纹钢分为 Ⅰ型、Ⅱ 型。这种分类方式主要反应螺纹钢的握紧性能。二是以性能分类(级),例如我国现行执行标准,螺纹钢为(G B1499.2-2007)线材为1499.1-2008)中,按强度级别(屈服点/抗拉强度)将螺纹钢分为3个等级;日本工业标准(JI SG3112) 中,按综合性能将螺纹钢分为5个种类;英国标准(BS4461)中,也规定了螺纹钢性能试验的 若干等级。此外还可按用途对螺纹钢进行分类,如分为钢筋混凝土用普通钢筋及预应力钢筋 混凝土用热处理钢筋等。
槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。
1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。
2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100改为99,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8改为R7,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79改为80,下边宽度由97改为94,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。
3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30、80#槽钢为0.20~0.35、100#槽钢为0.25~0.35,120#槽钢为0.25~0.40,并做出厚度为0.20~1.00的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。