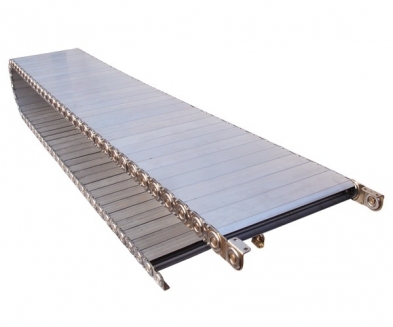
桥式拖链 徐州钢制拖链供应 江苏定做钢制拖链厂家批发
价格:100.00起
产品规格:
产品数量:
包装说明:
关 键 词:徐州钢制拖链
行 业:五金 机械五金 机床附件
发布时间:2021-09-27
钢铝拖链的主体是由链板(采用钢板经淬火后再抛光镀铬/镀锌/喷塑处理)、支撑板(挤拉铝合金)、轴销(合金钢)等部件组成.使电缆或橡胶管与拖链之间不产生扭曲变形,链板经镀铬处理外形效果新颖,结构合理,灵巧强度高,该产品钢性好,不变形.安装方便,使用可靠,易拆装,不下垂.由于本产品外形精美,可在较大程度上增强机床设备的整体艺术美观效果,增强我国机床,机械设备在国际市场的竞争能力。
对于用于成形铣削或成形磨削具有螺旋壳面的工件,特别是圆柱齿轮、蜗杆和转子的切齿机,显然出于上述考虑需要有这样一种系统,但实际上还没有这种系统。
其原因特别在于在对工件进行成形磨削时很难克服如下技术难题机床所需的多轴定位系统需要对具体的各个移动进行相互同步,从而形成在三维空间内的定义的曲线。实现此点的方案在于,其中的一个轴不仅用于对自己进行定位,还作为导向轴用于实现与其它的有待定位的轴的同步。
在EP0784525中披露了这样一种作为现有技术的方法,其中涉及一种用于制作锥齿轮进行齿面改型的方法。优选利用下式的多项式函数对所述的轴进行>其中相应的有待控制的轴的定位函数f(θ)取决于导向轴θ的移动。其中系数a0、a1、a2、a3和a4作为通过函数f(θ)进行控制的相应的轴的定位控制的其它的参数根据现有技术,总是用机床的可控制的机械轴中的一个轴作为导向轴。根据滚切方法工作的和因此如EP 0 784 525中所述具有一个摇台的锥齿轮切齿机中,通常将该始终必要的摇台作为导向轴,因此其滚切移动作为用于实现与其它的轴移动同步的导向移动。与相应的机床类型的其它具体设计无关,采用该方式一直用一个机床轴作为滚切工艺条件下的统一的导向轴。
但成形磨削机床与上述相反,不具有摇台或类似的轴,因此对于不同的机床类型的机床控制参数的统一化的尝试将面临对这样一个统一的导向轴进行相应的选择的问题或放弃该选择的问题。
本发明涉及一种机床的具有计算机系统、计算机程序和计算机程序产品,以及配合的机床的中性数据(Neutraldaten)-计算机控制系统。
目前制造机床时,面临越来越多的相互交织的生产过程,所述生产过程的标准化在工业界是首先加以考虑的问题,同时还要将用于控制机床必要的计算机系统一并在该生产过程加以考虑。其中的一个目的在于实现技术上可行的统一的机床控制系统,所述机床控制系统可以使使用者在对具体的机床类型进行更换时或甚至在更新数据库和存储数据时为根据工件程序加工产品提供尽可能高的机床控制参数的一致性。
一段时间以来已经针对不同的机床类型不断地探索这种措施,其中在此特别对锥齿轮切齿机给予了很大的重视。
在此,对于锥齿轮切齿机目前的解决方案是,整个机床系列的机床控制参数被汇集在一个具有所有的在机床系列中有关的有待控制的轴的统一的数据模型中,所述数据模型然后根据相应的实际的机床的具体情况-在可行的情况下,即用机床控制参数控制的轴实际存在的情况下-生成。
本实用新型的目的是提供一种用于数控机床上的镗铣车钻磨多功能,且在同一电主轴上同时进行两项加工业务的电主轴,即镗铣车机床伸缩电主轴,该电主轴的问世,一是增加了加工业务范围,二是在同一电主轴上同时进行两项加工业务,即电主轴前总成电机转子前端空心主轴卡盘在车削工件的同时,伸缩空心镗杆进行加工其业务,因伸缩空心镗杆前后行走及定位,对管类工件在车削外圆的同时进行航磨内圆的磨削加工,显著提高了工作效率。广泛用于重型工业,工程机械,船舶,,矿山设备等行业,并且具有加工工件精度高,可靠性强,噪音低,移定性好,操作方便等优点,市场前景十分广阔
本发明的利用可任意选择的函数或关系生成虚拟轴的实施方式的优点是在磨削具有螺旋壳面的工件,例如圆柱齿轮(螺旋面,所述螺旋面的螺纹倾斜为零,即直齿)、蜗杆或者转子时经常会出现采用一个的非虚拟的导向轴常常不能满足整个工件加工过程的要求的情况,这是因为它的导向运动或导向移动考虑到在实际中限定的数值精度常常很小,以便根据此还可以计算出具有其它轴的充分的移动的控制函数(或关系)的缘故。特别明显的是,当例如一用于对砂轮在砂轮架滑座的移动方向上进行定位的与径向进给轴水平正交可定位的砂轮架滑座作为导向轴加以应用和在工件上铣削作为螺旋壳面终结的与工件旋转轴垂直伸展边棱时,在大多数工件上具有多个被圆的轴段相互分隔开的或至少不同于其几何形状的螺旋面。(就此需要说明的是,具有这种部分或分段的螺旋面的工件也被视为本发明的具有螺旋壳面的工件。)在上述的情况下砂轮架滑座的在对工件轴的垂线上的位置上的移动是完全直立的并且因此在数字分辨率不受限制的情况下不再作为导向移动,因此砂轮架滑座在此位置上时不能作为导向轴加以使用。所以需要在这类位置上时对导向轴进行更换,此点将将进一步了实现用于不同机床模型的统一机床控制参数的难度,这是因为在更换机床时将出现上述已经提及的对新的机床的适配调整的难题,特别是对所采用的导向轴进行适配调整的难题的缘故。另外还要注意到,在工件的所述位置上对轴进行更换,基于伴随出现的对轴控制的不稳定性将导致在制作的工件上出现不希望出现的加工痕迹。
在利用可任意选择的函数或关系形成本发明的虚拟轴的情况下,则该虚拟轴在整个加工过程中都是适用的,而不必更换导向轴,因为采用这种方式由于可以任意选择,因而避免了导向轴对每种由制造过程决定的依赖关系的缘故。采用这种方式,本发明有益地也适用于仅一种加以考虑的机床类型的作业的情况,这是因为在这种情况下在采用本发明的可任意选择的虚拟轴时根本不存在上述的更换导向轴的问题,因此在工件上不会出现由于所述问题带来的误差。与此相反,在对虚拟轴固定选择的情况下,则很有可能不能排出由工艺决定的依赖关系,则将会导致出现数字条件不利的系统。
如上举例所述,特别是多项式函数可以作为可任意选择的多项式函数,但也可以用圆关系作为可任意选择的多项式函数。同样也可以用数值表对可任意
用轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。轧机轧制H型钢的优点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来极大的方便。
在无轧机的情况下,有时为了满足生产建设的急需,也可将普通二辊式轧机加装立辊框架,组成孔型轧制H型钢。用这种方式轧制H型钢,产品尺寸精度低,翼缘同腹板之间难成直角,成本高,规格少,轧制柱材用H型钢极为困难,故使用者不多。