

价格:面议
0
联系人:
电话:
地址:
产品规格:
产品数量:
包装说明:
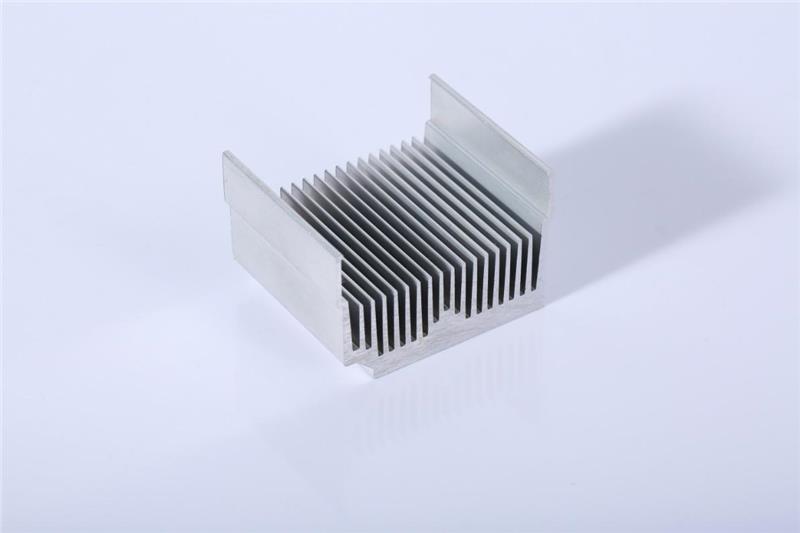
关 键 词:生产模组散热器
行 业:太阳能 新能源设备 特殊/专业新能源设备
发布时间:2021-09-22
不同铝型材散热片的工艺流程
接合型散热片
首先是插齿技术,它是利用60吨以上的压力,把铝片结合在铜片的基座中,并且铝和铜之间没有使用任何介质,从微观上看铝和铜的原子在某种程度上相互连接,从而彻i底避免了传统的铜铝结合产生介面热阻的弊端,大大提高了产品的热传到能力。第二种是回流焊接技术,传统的接合型散热片大的问题是介面阻抗问题,而回流焊接技术就是对这一问题的改进。
不同铝型材散热片的工艺流程
锻造式散热片
锻造工艺就是将铝块加热后利用高压充满模具内而形成的,它的优点是鳍片高度可以达到50mm以上,厚度1mm以下,能够在相同的体积内得到超大的散热面积,而且锻造容易得到很好的尺寸精度和表面光洁度。但锻造时,因金属的塑性低,变形时易产生开裂,变形抗力大,需要大吨(500吨以上)位的锻压机械,也正因为设备和模具的高昂费用而导致产品成本极高,连许多超频发烧友都无福消受。
不同铝型材散热片的工艺流程
可挠性散热片
可挠性散热片是先将铜或铝的薄板,以成型机折成一体成型的鳍片,然后用穿刺模将上下底板固定,再利用高周波金属熔接机,与加工过的底座结合成一体,由于制程为连续接合,适合做高厚长比的散热片,且因鳍片为一体成型,生产模组散热器,有利于热传导之连续性,鳍片厚度仅有0.1mm,可大大降低材料的需求,并在散热片容许重量内得到超大热传面积。




