UG车铣复合编程培训 余姚电脑锣培训 3轴数控编程培训
价格:680.00起
产品规格:
产品数量:
包装说明:
关 键 词:UG车铣复合编程培训
行 业:教育 设计培训 模具设计培训
发布时间:2021-09-11
余姚舜龙车铣复合加工中心编程培训、UG数控编程培训、PowerMill数控编程培训、UG模具设计培训,雕刻机编程培训,3轴4轴5轴数控编程培训,精雕编程培训,UG三维造型培训、PRO/E产品设计培训、PRO/E模具设计培训、SolidWorks机械设计培训、Cimatron数控编程培训、CATIA曲面设计培训、AutoCAD机械制图培训、CAXA机械制图培训、数控车床培训等课程舜龙模具提供免费试学,满意再报名!自己工厂实战教学、学费。一人一机,手把手上机教学、心贴心教学服务理念,全程工厂“浸泡式”教学,教你的就是你上班要用的,经过几十年的教学经验和对每位学员的实情分析,为大批学员成就了自己的人生梦想!学技术定要来实战工厂亲自参观与体验。舜龙数控培训地址位于余姚模具城金型路33-5号。
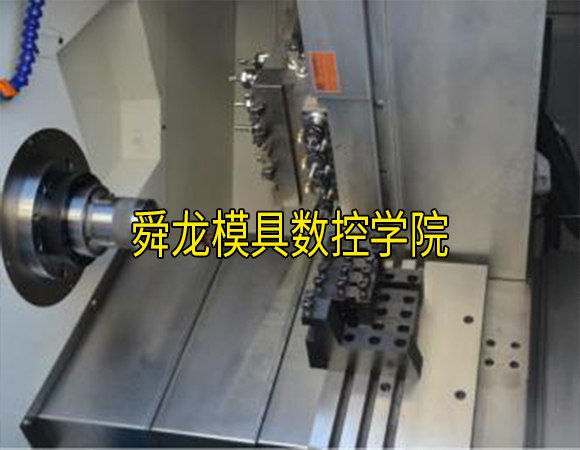
车铣复合的特点:
1、车铣复合加工中心是带B轴联动、C轴联动的可以做车削加工和铣削加工的机床,可以说在车铣复合机床上面可以完成一个零件的全部或者大部分加工,所以又称为小型生产线。它不仅能够提高产品的精度和加工产品的效率,而且对企业而言大大节约了机床的占地面积,过去需要在几台机床上完成一个零件的加工,现在只需要就可以完成所有的加工。这类机床也可以分为立式铣车复合和卧式车铣复合机床,在欧洲和日本等发达国家这类机床已经是非常普遍了,中国菜刚开始起步,而且发展很慢,主要是国人对这类机床还是像对待以前的机床一样去做加工,这样大大地浪费了车铣复合机床。现在主要地机床厂商有WFL、DMG、MAZAK、宝美、森精机等等。
2、对于五轴加工中心而言,只能做铣削加工而不能做车加工。所以在加工的时候也有很多局限,车铣复合能够覆盖五轴加工中心的加工,但是五轴却不能够做车铣复合的加工。
反复修调基准刀的程序起点位置和非基准刀的刀偏置,使程序加工指令值与实际测量值的误差达到精度要求,将这一阶段的对刀称为对刀,试切法对刀的基本操作流程如下用基准刀手动试切对刀基准点的机床坐标→人工计算或自动各非基准刀的刀偏置→基准刀处于大概的程序起点位置→基准刀反复调用试切程序,测量尺寸后,以步进或MDI方式移动刀架进行误差补偿,修正其程序起点的位置→非基准刀反复调用试切程序,在原刀偏置的基础上修正刀偏置→基准刀处于准确的程序起点不动,由于基准刀程序起点处于位置是准确的非基准刀刀偏置的前提,因此一般修正了前者后再修正后者。
数控车铣复合机和数控加工中心的区别在哪里?
1、性质不同:复合加工是机械加工领域国际上蕞流行的加工工艺之一。数控铣床是在铣床的基础上发展起来的一种自动加工设备。2、加工程序不同:加工中心能加工一次装夹定位后,需进行多道工序加工的零件。车铣复合可一次性加工成型。3、功能不同:车铣复合是带B轴联动、C轴联动。加工中心则不能。
车铣加工时,进行间断性切削,对于任何材料形成的工件都能够得到比较短的切削,易于自动除屑。并且间断切屑能够让有充分的时间冷却,减少工件的热变形,还能够提高的使用寿命。与传统的数控机床相比,车铣加工的转速较高,切削的产品质量较好,并且降低了切削力,提高薄壁杆件和细长杆件的精度,工件成型质量高。由于切削的速度可以分解为工件的旋转速度和的回转速度,根据力学特点,可以在提高回转速度,降低工件的旋转速度也能达到同样的加工效果,这个特点对于大件锻件毛坯加工特别有效,因为锻件毛坯速度降低可以消除工件偏心而引起的振动或径向切削力的周期变化,从而保证工件的切削平稳,减少工件加工出现的误差。
车铣复合编程序原Y的计算方法如下:X=(X1-X/2Y=(Y1-Y/2Z轴偏值:移动到工件的上表面,并与工件有微量的切削,纪录此值。按SYSTEM→SFF/SET→偏值,把Z轴的工件坐标值输入到对应的刀号的刀偏表长度补偿中。把计算的结果输入工件偏置画面中的G54中。加工中心上使用的很多,每把的长度和到Z坐标零点的距离都不相同。再反方向得到XY2则分别记下此数据。我们采用G54坐标系这些距离的差值就是的长度补偿值,在加工时要分别进行设置,并记录在明细表中,以供机床操作人员使用。一般有两种方法:机内设置这种方法不用事先测量每把的长度,而是将所有放入刀库中后。