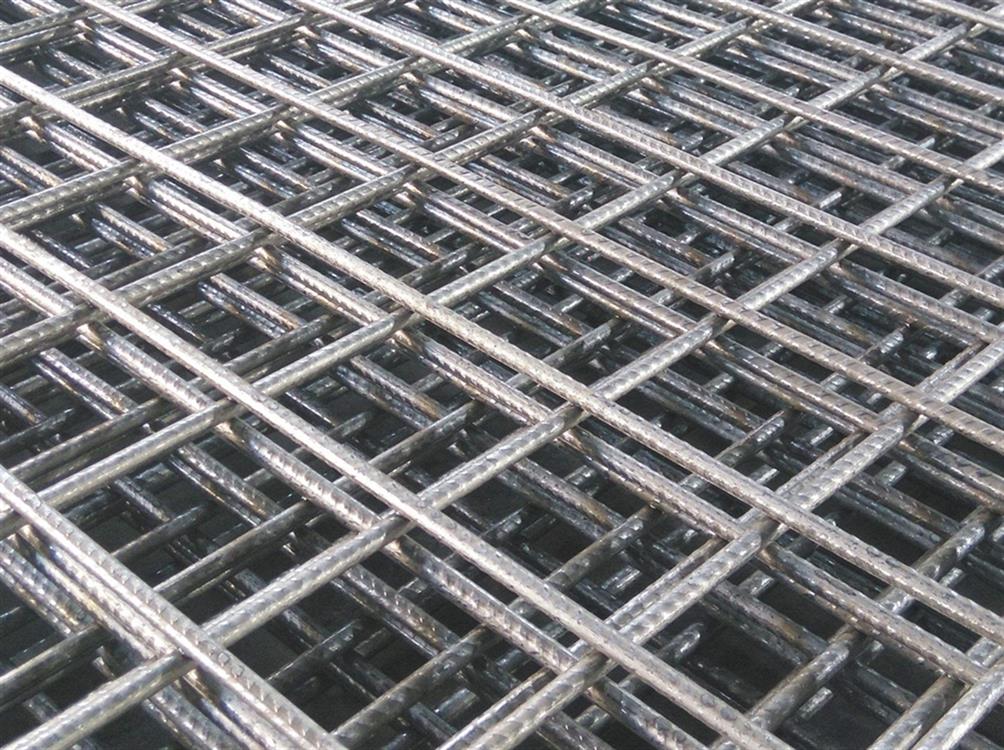
恩施钢筋焊接网批发 冷轧带肋钢筋焊接网 厂家直销
价格:100.00起
产品规格:
产品数量:
包装说明:
关 键 词:恩施钢筋焊接网批发
行 业:纸业 包装纸/制品 护角护板
发布时间:2021-08-20
公司位于安平县工业园区,占地40余亩,拥有员工400多名,贺友丝网制品厂是一家研发、生产、销售各种丝网制品的高新技术厂家。 内设综合办公室 、销售处、企管办、财务部、质检科、保安队。拥有10个产品加工车间、一个抛丸除锈车间、三个浸塑流水线车间和一个热镀锌车间和两个现代化仓储库房。
钢筋焊接的规范要求:
1、接头应尽量设置在受力较小处,应避开结构受力较大的关键部位。抗震设计时避开梁端、柱端箍筋加密范围,如必须在该区域连接,则应采用机械连接或焊接。
2、在同一跨度或同一层高内的同一受力钢筋上宜少设连接接头,不宜设置2个或2个以上接头。
3、接头位置宜互相错开,在连接范围内,接头钢筋面积百分率应限制在一定范围内。
4、在钢筋连接区域应采取必要的构造措施,在纵向受力钢筋搭接长度范围内应配置横向构造钢筋或箍筋。
5、轴心受拉及小偏心受拉杆件(如桁架和拱的拉杆)的纵向受力钢筋不得采用绑扎搭接接头。
6、当受拉钢筋的直径d>25mm及受压钢筋的直径d>28mm时,不宜采用绑扎搭接接头。
接钢筋网国内发展概况
1 焊接钢筋网的生产能力
冷轧带肋钢筋80年代末在国内开始生产,10年多来,特别是近几年,得到迅速发展,成为重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积极促进作用。
2 焊接钢筋网的技术规定
技术规程规定,焊接网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。一片焊接网宜采用同一类型的钢筋焊成。焊接网按形状、规格分为定型和定制两种。定型焊接网在两个方向上的钢筋间距和直径可以不同,但在同一个方向上的钢筋应具有相同的直径、间距和长度,已在有关标准、规程中作了规定。定制焊接网的形状、尺寸应根据设计和施工要求,结合具体工程情况,由供需双方协商确定。
焊接网钢筋直径为4-14mm,其中可采用0.5mm进级直径。考虑运输条件,焊接网长度不宜超过12m,宽度不宜超过3.4m。焊接网制作方向的钢筋(或称纵筋)间距宜为100、150、200mm,另一方向的钢筋间距一般为100、150、200、300mm,有时可达400mm。当焊接网纵横向钢筋均为单根钢筋时,较细钢筋的公称直径应不小于较粗钢筋公称直径的0.6倍,即dmin≥0.6damx。焊接网焊点的抗剪力(单位为N)应不小于150与较粗钢筋公称横截面积(单位为mm2)的乘积。
焊接网具有较好的综合经济效益
虽然焊接网的单价高于散支钢筋,但是钢筋焊接网的原料-线材是由低碳热轧线材以冷拔或冷轧加工而成,线材之抗拉强度提高到550Mpa以上,设计强度比1级钢筋提高71%,考虑一些构造要求后仍可节省钢筋用量30%左右。再加上直径12mm以下散支钢筋加工费约为材料费的10%-15%,综合考虑(与1级钢筋相比)可降低钢筋工程造价5%-8%,国外可降低钢筋工程造价10%左右。另外,由于是工厂自动化生产线制作,钢筋网的损耗微乎其微。
①焊接时,引弧应在帮条或焊缝处进行,不得主筋。
②焊接地线与钢筋应紧密接触。
③焊接过程中应及时清渣,焊缝表面应光滑,焊坑应填满。
④接头应采用双面焊缝,条件不具备时,可采用单面焊。
⑤搭接焊时,两连接钢筋轴线应一致。双面焊缝长度不得小于5d,单面焊缝长度不小于10d。
⑥帮条焊时,帮条直径、级别应与被焊钢筋一致,双面焊缝帮条长度不得小于5d,单面焊缝不得小于10d.帮条与被焊钢筋的轴线应在同一平面上,主筋端面间隙应为2——5mm。
⑦焊缝高度应等于或大于0.3d,并不得小于4mm,宽度应等于或大于0.8d,并不得小于8mm。
⑧搭接焊、帮条焊的接头,应逐个进行外观检查,焊缝表面应平顺,无裂纹、夹渣和较大焊等缺陷。
⑨在任一焊缝长度区段内,同一根钢筋不得有两个接头,在该区段内的受力钢筋在受拉区其接头的截面面积占总面积的百分率不超过50%。
产品质量----本公司已通过ISO9000质量体系认证。其产品具有焊点牢固,网格均匀,耐腐蚀、抗老化、耐酸碱、不褪色、表面平整、光亮等优点。
企业文化----我们一直是以“质量精良,交货及时,价格合理,服务周到”的宗旨来为广大客户服务;并且本着“以质量求生存,以信誉谋发展”的生产原则,赢得了广大新老客户的好评。
合作伙伴----产品畅销全国30多个省、市、自治区,深受国内用户的青睐。客户遍及全国各地,产品远销、日本、中东及东南亚等国家和地区。