204SM 不冒烟的黄铜氩弧焊丝经销商
价格:900.00起
产品规格:
产品数量:
包装说明:
关 键 词:不冒烟的黄铜氩弧焊丝经销商
行 业:焊接切割 焊接材料 特种焊接材料
发布时间:2021-08-12
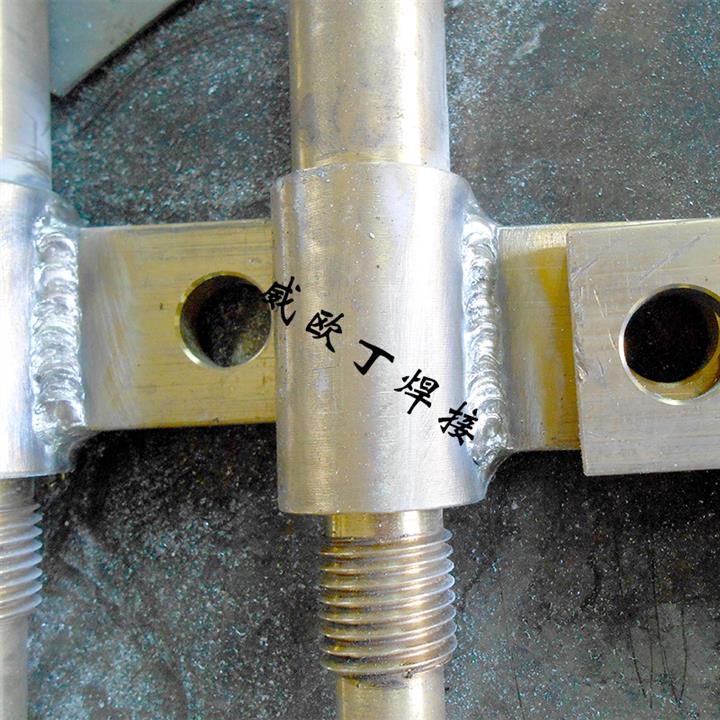
氩弧焊可以焊接黄铜,不同于常规气焊焊接黄铜的是,氩弧焊焊接黄铜是真正的熔焊,就像氩弧焊接铁一样,就是氩弧焊接铁的设备用氩气就可以焊接黄铜,这个里面的焊丝选择就比较关键了,一般都会选用黄铜的气焊焊丝,但是这种含锌量会比较高,焊接的时候就会冒烟明显,干扰正常的焊接,所以是特别推荐要用不冒烟的黄铜氩弧焊丝,比如威欧丁204S黄铜氩弧焊丝,对于焊丝的流动性就有很大的帮助,并且焊丝不会产生冒烟现象。
关于设备的选择,可以选用直流氩弧焊机和交流氩弧焊机都可以 ,如果是大厚一些的就用MIG双脉冲气体保护焊,但是同样焊丝就要选择威欧丁204SM。对于氩弧来说,直流氩弧焊熔深会好一些,交流氩弧焊成型会好点。
生铜我想应该就是你说的铸铜,这类铜合金不像纯铜,或者铜锌合金的黄铜,生铜较之纯铜或者黄铜杂质含量多,金属非金属元素种类多含量高,焊接时如果常规火焰钎焊即便是温度掌握的比较到位,均匀性做的也好,但是也很难达到如紫铜的火焰钎焊那般流动性好,特别是对于裂纹缺陷或者坑位修补,这种对于常规的火焰焊接是相当困难的,所以建议是换一个焊接方式,可以考虑常规的氩弧焊接,但是氩弧对于焊丝的讲究特别高,需要焊接流动性好,焊丝不炸烟雾的,比如威欧丁204S的黄铜氩弧焊丝,这种在生铜的氩弧焊接运用上是很棒的,如果是大型的生铜件,氩弧效率低, 那也可以用204SM的黄铜气体保护焊丝,这个地方说的黄铜氩弧或者黄铜气保焊丝不是说的普通S221黄铜气焊焊料,是氩弧焊的,这个一定要注意到了
氩弧焊焊接黄铜时候,因为黄铜含锌量比较高,氩弧焊产生的高温烧损锌,导致形成烟雾灰尘对塞瓷嘴,还有您选用的焊丝如果也是黄铜焊丝,比如铜锌合金的黄铜气焊焊丝,这个也会加剧锌烧损,这样就会影响焊接质量,并且堵住瓷嘴,这个时候就应该改变焊丝的选用黄铜氩弧焊的黄铜氩弧焊丝,比如威欧丁204S黄铜氩弧焊丝,这样焊丝就没有锌烧损现象,也就不会有冒烟的问题存在了。
黄铜铸件断裂焊接要用非熔化氩弧焊焊接方法好,材质的选配可以选配适合黄铜用直流氩弧焊焊接的威欧丁204S黄铜氩弧焊丝,而不是选择锡黄铜或者铁黄铜这种含锌量偏高的钎焊焊丝。
焊接规范:
1、需要对铸件做打磨处理,打磨出金属光泽,并且开出单V型坡口,如果角度允许的话,双V型也可以。
2、如果铸件尺寸比较薄的话,选用直流非熔化氩弧焊,如果是厚铸铜件则从成型上可以选择交流非熔化氩弧焊。
3、气体的要求必须要高纯氩保护,焊缝用不锈钢小刷子做好因为熔焊导致表面灰尘的处理。
4、如果是铸铜件比较大,要对铸件做预热处理,选择足够功率的焊机焊接。
威欧丁204S黄铜氩弧焊丝技术参数:
导电率:6-7s.m/mm2
密度:8.7克/立方厘米
固相线:910℃
液相线:1040℃
抗拉强度:320-360N/mm2
延伸率:20-25%
硬度:80-85HB