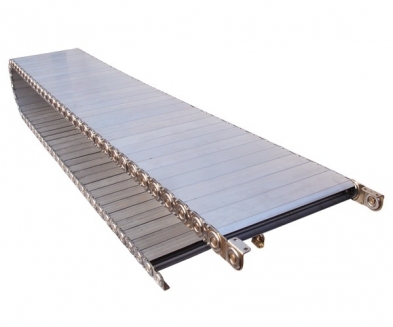
南京钢制拖链厂商 徐州定做钢铝拖链厂家批发 尼龙拖链
价格:100.00起
产品规格:
产品数量:
包装说明:
关 键 词:南京钢制拖链厂商
行 业:五金 机械五金 机床附件
发布时间:2021-07-20
拖链电缆是一种可以跟随拖链进行来回移动而不易磨损的高柔性电缆便叫拖链电缆,通常也可称之拖曳电缆,坦克链电缆。
在设备单元需要来回移动的场合,为了防止电缆纠缠、磨损、拉脱、挂和散乱,常把电缆放入电缆拖链中,对电缆形成保护,并且电缆还能随拖链实现来回移动
1.抗拉中心
在电缆的中心根据芯数数量以及每根芯线交叉区域的空间里尽可能的有一个真正的中心线填充(而不是像通常情况下,用一些填充料或废塑料制成的垃圾芯线填充)这种方法能有效的保护绞线结构,防止绞线游离到电缆的中心区域。
2.导体结构
电缆应该选择柔韧性的导体,一般来说导体越细,电缆的柔韧性越好,但导体过细,会产生电缆缠绕现象。一系列长期的实验提供了单根导线的直径,长度和节向的屏蔽组合,它有的抗拉能力。
3.芯线绝缘
电缆内的绝缘材料不能彼此粘滞。而且绝缘层还需要支撑每股单股的导线。因此只有在高压成型的PVC或者TPE材料才能用于拖链的数百万米电缆中的应用过程中证实他的可靠性。
4.绞线
绞线结构必须以的交合节距绕在一个稳定的抗拉中心周围。然而由于绝缘材料的应用,绞线结构应按运动状态设计,从12根芯线开始,因该采用成束绞合的方式。
5.内护套
甲胄式挤压成型的内护代廉价的羊毛材料,填充物或附属填充物。这一方法能保证绞线结构不会散乱。
6.屏蔽
用优化的编织角度将屏蔽层紧紧的编织在内护套外,松散的编织带会降低EMC的保护能力并且屏蔽层也很快因屏蔽的断裂而失效。紧密编织的屏蔽层同时具有抗扭力的作用。
7.外护套
由不同的改良材料制成的外护套具有不同的功能,有抗UV功能的,有抗低温功能的,有耐油的以及成本优化的。但所有的这些外护套都有一个共同点,高耐磨性,并不会粘附任何东西。外护套必须是高柔性的但也要有支撑功能,当然应该是高压成型的
选择的多项式函数进行定义。
而且也可以通过控制和/或调节装置利用可任意选择的函数或以及旋转方向的圆关系。同样也可以用具有作为参数的坐标的坐标表格对关系类型预定义,其中优选分别用X坐标、Y坐标和优选从端面观察的法角作为坐标。
根据本发明的多轴机床的另一优选实施方式,在存储有机床控制参数的存储器中存在数据结构,由控制和/或调节装置对所述机床控制参数进行存取,所述数据结构
本发明的具有存储器的多轴机床的所述实施方式用于说明在存储内的机床控制参数,所机床控制参数在机床工作时将生成用于对工件进行加工的机床函数。但此点不仅通过在机床的存储器中存储实现的,而且还通过具有相应的机床控制参数的诸如软盘、CD或DVD等数据载体的写入,或者也可以通过将具有机床控制参数的电子载体信号通过数据线路,例如在数据网中采用的数据线路对本发明的多轴机
在任何情况下,这种数据载体或这种电子载体信号根据本发明用机床控制参数写入多轴机床中,被参数化,其中在数据载体或者电子载体信号上至少存在一数据结构,所述数据结构具有一数据区,所述数据区可以实现作为其它轴的导向轴的虚拟轴的参数化以用于其它轴和数据载体或电子载体信号利用该数据结构在写入时或写入后根据本发明的方法对机床进行控制。
一种用于生成多轴机床的机床控制参数的方法用于实施本发明,本发明的方法的特征在于,如上所述生成具有机床控制参数的数据载体或电子载体信号。当然所述方法也可以在具有至少一个数据处理单元和至少一个存储器的计算机系统上实现,通常作为计算机程序具有相应的指令,所述指令用于实施本发明的方法。这种计算机程序可以是任何一种形式的,特别是在作为计算机程序产品的计算机可读取的介质上,例如在软盘、CD或DVD上,其中所述介质具有计算机程序编码工具,其中分别在装入计算机程序后促使计算机通过程序实施本发明的方法。
根据本发明的上述各个不同的部分从总体上看,一种用于制造具有螺旋壳面的工件的多轴机床的中性数据-计算机控制系统具有-本发明的计算机系统,用于生成用于多轴线机床的机床控制参数,具有至少一个数据处理单元和一个存储器,其中数据处理单元的程序设计应使其可以生成至少一个本发明的具有机床控制参数的数据载体或电子载体信号,或-这种计算机程序或计算机程序产品,-和至少一个本发明的多轴机床。
下面将对照附图举例对本发明的实施例加以说明,所述实施例仅旨在便于对本发明的理解,并不构成本发明的保护范围的限定。图中示出
图1示出本发明的用于多轴机床的中性数据-计算机控制系统,其中所述多轴机床用于制造具有螺旋壳面的工件;图2示出本发明的多轴机床的抽象的模型,其中所述多轴机床用不同的机械轴制造具有螺旋壳面的工件,和图3示出在本发明的多轴机床上制造的具有螺旋壳面的工件。
图1示出本发明的用于多轴机床的中性数据-计算机控制系统,所述多轴机床用于制造具有螺旋壳面的工件,和所述中性数据-计算机控制系统具有本发明的计算机系统1,用于生成多轴机床2,2a的机床控制参数,具有至少一个数据处理单元和至少一个存储器,其中所述数据处理单元的程序设计应能根据本发明在一数据网中生成具有机床控制参数的电子载体信号3,和本发明的种多轴机床2以及第二种多轴机床2a。
根据本发明的种机床2(除了其它轴外)具有一机械摆动轴σ,所述机械摆动轴用于利用砂轮轴的旋转或砂轮轴在水平平面A上的平行投影对工件和砂轮进行相对摆动;这种方式的摆动在第二种多轴机床2a上是不能实现的。但该第二种多轴机床通过一摆动轴γ利用工件轴的旋转或其在水平平面A上的平行投影实现工件和砂轮的相对摆动。在本发明的中性数据-计算机控制系统中,在生成的机床控制参数采用本发明的虚拟的导向轴的情况下,可以很容易地实现对由计算机系统1为本发明的种多轴机床2生成的以及为本发明的第二种多轴机床2a生成的机床控制参数的应用。两种机床2,2a具有虚拟导向轴,从而在从种机床2变换到第二机床2a上时仅生成用于摆动轴γ的,而不是摆动轴σ的机床控制参数。由于通过虚拟导向轴进行逻辑连接,所以所有其它的机床控制参数可以保持不变。
图2示出本发明的多轴机床的抽象的(覆盖不同的具体的设计方案)模型,所述多轴机床用于用不同的机械轴制造具有螺旋壳面的工件,所述模型具有砂轮的可定位的径向进给轴χ,与径向进给轴水平垂直的可定位的砂轮架滑座ζ,用于在砂轮架滑座的进给方向上对砂轮进行定位,夹头的可定位的旋转轴β,所述夹头用于对在工件夹具上的工件进行旋转,可定位的摆动轴τ,用于利用砂轮(τ),用于利用砂轮轴的旋转或其在垂直平面(B)上的平行投影对工件和砂轮进行相对摆动,以及用于驱动砂轮的旋转轴(ω)。
4.按照要求3所述的多轴机床(2),其特征在于,还设置有作为机械轴的可定位的移动轴(δ),所述移动轴(δ)用于对砂轮沿砂轮轴的进给位置进行控制。
近年来,机器人得到了大规模的应用。在机器人的研发和使用过程中,由于机器人部件不能在外,因此,通常机器人会设置外壳。
现有的机器人外壳通常有四种,有钣金外壳、金属外壳、玻璃钢外壳及塑料外壳,但其仍然存在这样的问题:采用钣金外壳时,其外壳的加工误差较大,无法进行复杂的曲面造型,满足不了各种外观曲面的需求,且在满足高强度力学条件的情况下,其重量、体积较大;采用金属外壳时,其外壳的曲面成型麻烦,结构复杂,成本高,虽然能够满足高强度的使用要求,但金属材料密度较大,增加了机器人外壳的整体质量;而采用玻璃钢外壳或塑料外壳,尽管相对于金属外壳,其整体质量较小,但却不能够承受高强度的力学条件,容易发生变形破损,影响整机性能,严重时使机器人无常工作。
些车辆具有用门铰链支撑以选择性开闭的门,并包括门缝密封条(cutlineseal)和门槛密封条,门缝密封条和门槛密封条安装于门的内侧部分,以对门与车辆车身之间的空间进行密封。门缝密封条安装于门中位于门铰链附近的端部,处于在竖向延伸的状态。门槛密封条具有于前后方向延伸的长条形状,并且安装于门的下端,以密封门与车身门槛板之间的空间。
[为嵌件,然后,将TPO注入模具作为模塑材料。
[0019]门缝密封条31布置成,使得基底部32从内侧与门内板24重叠。卡子34安装于基底部32于竖向的数个部分处,利用卡子34将门缝密封条31固定于门内板24。关闭侧门21时,密封唇33接触防护板15,并因此弹性方式变形,从而终压贴防护板15。由此密封防护板15与门外板23之间的空间。
[0020]参见图3,门槛板12构成车身11中在关闭侧门21时面对侧门21下端部的部分。门槛板12包括门槛外板部13和门槛内板部14,门槛外板部13和门槛内板部14分别构成门槛板12于车辆宽度方向的外侧部分和内侧部分。在门槛外板部13和门槛内板部14的上缘以及下缘处,使门槛外板部13和门槛内板部14结合在一起。
[0021]如图3至图5中所示,门槛密封条51安装于门内板24的下端部,以在关闭侧门21时密封门内板24与门槛外板部13之间的空间。及一对平的相对壁部39。斜壁部36倾斜成,使得斜壁部36在向下方向上从基底部32越来越向内分隔开。底壁部37从斜壁部36的下端向外延伸。相对壁部39从前方和后方封闭由斜壁部36和底壁部37所形成的空间。底壁部37的下表面成形为平坦的,以形成接纳表面37a,门槛密封条本体52的前端安装于该接纳表面37a。底壁部37具有于竖向延伸贯穿底壁部37的孔38。平的壁部41从安装基部35的接纳表面37a的外缘向下延伸。
[0023]门槛密封条51包括:门槛密封条本体52,其具有长条形状;以及卡子57和第二卡子58,其安装于门槛密封条本体52的数个位置处。通过按预定尺寸将中空挤出物(其通过挤出成型形成)切成区段,形成门槛密封条本体52。门槛密封条本体52包括上片53和一对侧片54、55。上片53于车辆宽度方向沿底壁部37延伸。侧片54、55从上片53的车辆宽度方向处于相反位置的侧缘大体向下延伸,并且在下缘处结合到一起。上片53与侧片54,55形成为门槛密封条本体52,使得门槛密封条本体52具有大致三角形截面。上片53前端的平坦上表面构成安装表面53a。门槛密封条本体52的处于相反位置的纵向端52a以未经机械加工(包括后整形或修整)的状态使用,因此,该处于相反位置的纵向端52a维持处于通过上述切割带来的开口状态。
[0024]从门槛密封条本体52的内侧向上,将卡子57安装于上片53的前端,并且从中穿过。将第二卡子58安装于门槛密封条本体52的上片53中向后与卡子57分隔开的对应部分,并且从中穿过。第二卡子58从门槛密封条本体52内侧向上凸出。
[0025]安装表面53a (其位于上片53前端的上表面上)的大致整个部分保持与接纳表面37a(其沿着安装基部35的下表面)处于接触的状态下,使卡子57从下方穿过孔38。在此状态下,壁部41位于侧片54前端的外侧,并且在其附近。
[0026]上片53中从卡子57向后隔开的部分保持与门内板24处于接触。在此状态下,将第二卡子58从下方穿过通孔25。
[0027]下面,说明如上述构造的所示实施例的操作。
[0028]通过(i)固定,将上片53的前端固定于安装基部35,以及(ii)第二固定,将上片53固定于门内板24,从而将门槛密封条51安装于侧门21。
[0029]为了执行固定,将安装表面53a(其于上片53的前端形成为平坦的)的大致整个部分保持与接纳表面37a(其沿安装基部35的下表面形成为平坦的)处于面接触。在此状态下,将卡子57穿过孔38,以将上片53的前端从下方固定于安装基部35。以这种方式,经由门缝密封条31,将门槛密封条本体52的前端安装于侧门21。
[0030]如已经描述的,由卡子57进行固定的安装表面53a和接纳表面37a都是平坦的,因此在相对较大表面区域上保持处于互相接触。此外,安装基部35由硬质塑料形成,并因此呈现提高的刚性。结果,即使承受外力时,上片53中固定于安装基部35的前端也不易变形。
[0031]在第二固定处,上片53保持与门内板24处于接触。在此状态下,将第二卡子58从下方穿过通孔25,以将上片53固定于门内板24。以这种方式,在维持与门内板24处于接触的状态下,将上片53固定于门内板24,该门内板24具有提高的刚性。结果,即使承受外力时,上片53也不易变形。
[0032]关闭侧门21时,门槛密封条本体52在侧片55 (其为内侧片)处与门槛外板部13
本发明的利用可任意选择的函数或关系生成虚拟轴的实施方式的优点是在磨削具有螺旋壳面的工件,例如圆柱齿轮(螺旋面,所述螺旋面的螺纹倾斜为零,即直齿)、蜗杆或者转子时经常会出现采用一个的非虚拟的导向轴常常不能满足整个工件加工过程的要求的情况,这是因为它的导向运动或导向移动考虑到在实际中限定的数值精度常常很小,以便根据此还可以计算出具有其它轴的充分的移动的控制函数(或关系)的缘故。特别明显的是,当例如一用于对砂轮在砂轮架滑座的移动方向上进行定位的与径向进给轴水平正交可定位的砂轮架滑座作为导向轴加以应用和在工件上铣削作为螺旋壳面终结的与工件旋转轴垂直伸展边棱时,在大多数工件上具有多个被圆的轴段相互分隔开的或至少不同于其几何形状的螺旋面。(就此需要说明的是,具有这种部分或分段的螺旋面的工件也被视为本发明的具有螺旋壳面的工件。)在上述的情况下砂轮架滑座的在对工件轴的垂线上的位置上的移动是完全直立的并且因此在数字分辨率不受限制的情况下不再作为导向移动,因此砂轮架滑座在此位置上时不能作为导向轴加以使用。所以需要在这类位置上时对导向轴进行更换,此点将将进一步了实现用于不同机床模型的统一机床控制参数的难度,这是因为在更换机床时将出现上述已经提及的对新的机床的适配调整的难题,特别是对所采用的导向轴进行适配调整的难题的缘故。另外还要注意到,在工件的所述位置上对轴进行更换,基于伴随出现的对轴控制的不稳定性将导致在制作的工件上出现不希望出现的加工痕迹。
在利用可任意选择的函数或关系形成本发明的虚拟轴的情况下,则该虚拟轴在整个加工过程中都是适用的,而不必更换导向轴,因为采用这种方式由于可以任意选择,因而避免了导向轴对每种由制造过程决定的依赖关系的缘故。采用这种方式,本发明有益地也适用于仅一种加以考虑的机床类型的作业的情况,这是因为在这种情况下在采用本发明的可任意选择的虚拟轴时根本不存在上述的更换导向轴的问题,因此在工件上不会出现由于所述问题带来的误差。与此相反,在对虚拟轴固定选择的情况下,则很有可能不能排出由工艺决定的依赖关系,则将会导致出现数字条件不利的系统。
如上举例所述,特别是多项式函数可以作为可任意选择的多项式函数,但也可以用圆关系作为可任意选择的多项式函数。同样也可以用数值表对可任意
分单纯性进口及随同成套工程引进进口等两个渠道。近年我国沿海几大港口(大连、天津、秦皇岛、连云港等)在新建、扩建油、煤、粮等大宗进出口商品自动装卸工程中,随着主体设备引进的同时,大型槽钢的进口量也在增加。主要生产国家和地区为日本、俄罗斯、西欧。
外观要求
槽钢的表面质量及几何形状的允许偏差在标准中有具体规定。一般要求表面不得存在用上有害的缺陷,不得有显著的扭转,规定槽钢波浪弯(镰刀弯)的允许值及各规格槽钢面形状的有关参数(h ,b ,d ,t 等)的数值、允差值。槽钢几何形状不正确的主要表现是:角、腿扩及腿并等。
该机组的设计能力为20万t/a,但产量达到了60万t/a,冷床区生产能力不足的问题很突出,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,极易出现塌肩、毛刺、撕裂等缺陷,并且对剪刃寿命的影响较大。