产品规格:
产品数量:
包装说明:
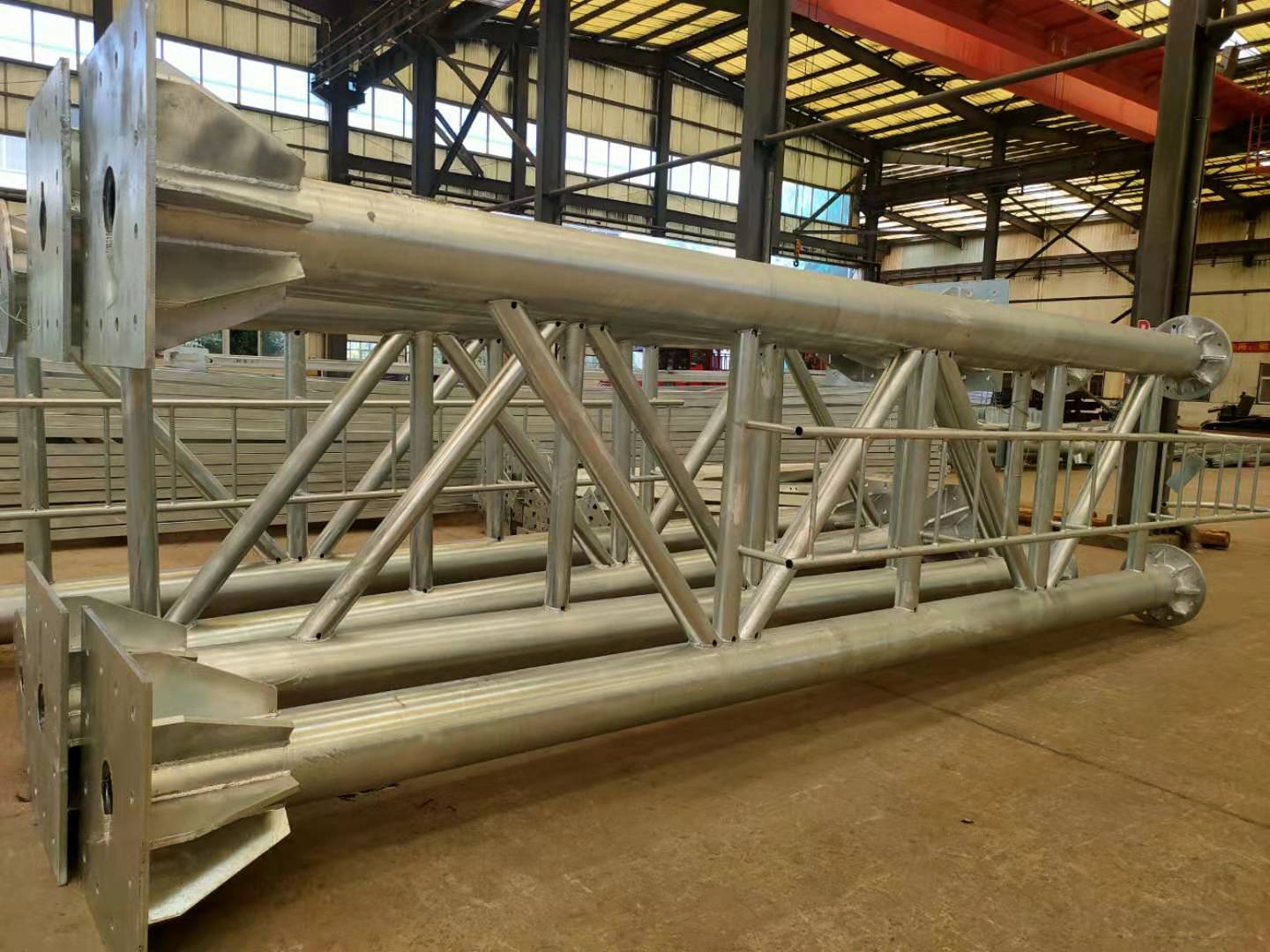
关 键 词:徐州大型管桁架加工厂家
行 业:加工 建材加工
发布时间:2021-07-09
《钢桁架质量标准》JG8-1999标准规定了钢桁架结构制造的质量标准及技术要求,不适用于要求进行疲劳计算的桁架。
1.钢桁架制作
钢桁架在制作过程中各工序要进行自检、互检,并由质量检验部门进行抽检。钢桁架制作完工后,要由厂质量检验部门进行检验,质量合格,出具质量合格证。 2.批量划分
以一个工程同类产品的一个型号作为一批。
3.检验数量
(1)工序检验
1)下料用的样板、样杆要逐件检查,要求合格。
下料零件至少检查同一型号的件和末件,检验部门随机抽检,数量不少于5%。
3)组装及焊缝质量的外观(包括尺寸)检查应逐件进行。
(2)出厂检验
1)钢桁架交付使用前应进行试拼装,试拼数量不少于3榀。
2)钢桁架出厂前要全部进行检验。
钢结构构件包装完毕,要对其进行标记。标记一般由承包商在制作厂成品库装运时标明。
对于国内的钢结构用户,其标记可用标签方式带在构件上,也可用油漆直接写在钢结构产品或包装箱上。对于出口的钢结构产品必须按海运要求和国际通用标准进行标记。
标记通常包括下列内容:工程名称、构件编号、外廓尺寸(长、宽、高,以米为单位)、净重、毛重、始发地点、到达港口、收货单位、制造厂商、发运日期等,必要时要标明重心和吊点位置。
主标记(图号、构件号):为提高产品的出库正确率,保证出库构件的完整性,在进行深化设计时对构件进行编码,便于工程材料的可追溯性,以及工地材料的管理科学和使用方便,要进行打钢印编号。
拼装胎架设计和安装
1.胎架设计
(1)胎架制作流程
拼装场地整平压实后,铺上钢板形成刚性平台,上部胎架固定在钢板上。为了保证主桁架的拼装精度以及主桁架在拼装完成后便于起吊等因素,牛腿的上端搁置一个限位块和可调节高度及水平度的调节装置。
管桁架拼装胎架主承重杆件截面形式和截面大小要根据所需拼装的管桁架自重确定。对于自重大的管桁架结构主承重杆件可采用H形钢截面,对于自重小的可采用角钢截面,其余杆件采用角钢即可满足要求。
胎架的设计和布置根据主拱架的分段情况和分段点点的位置来确定,胎架设计时要考虑在断开面中间设置空挡,以留出焊接空间,在对接口下面焊接时,焊工可从胎架侧面进入胎架顶部层平台,施焊胎架的下弦支撑采用H型钢,两端搁置在H型钢柱的牛腿上,吊装时将此H型钢取下,以免影响桁架的吊装。
(2)胎架制作工艺方案
桁架拼装胎架。
(3)胎架制作技术要求
1)管桁架一般采用侧卧方式进行地面组拼,平台及胎架支撑必须有足够的刚度。
2)在平台上应明确标明主要控制点的标记,作为构件制作时的基准点。
3)管桁架安装现场胎架的数量根据现场场地情况、吊装要求、施工周期等而定,以管桁架拼装速度与安装速度相匹配,减少或避免窝工现象为基本原则。
管桁架结构中的杆件均在节点处采用焊接连接,而在焊接之前,需预先按将要焊接的各杆件焊缝形状进行腹杆及弦杆的下料切割,这就需要对腹杆端头进行相贯线切割及弦杆的开槽切割。由于桁架结构中各杆件与杆件之间是以相贯线形式相交,杆件端头断面形状比较复杂,因此在实际切割加工中一般采用机械自动切割加工和人工手工切割加工两种方法进行加工。
广东某多功能体育馆管桁架结构,该工程主要由体育馆、训练馆和会展中心功能区组成,是承办2010年第13届省运会艺术体操、跆拳道等比赛项目的场馆,场馆内设计座位数2802席。屋盖的平面为椭圆形,平面尺寸大约为98mx133m,外挑6.5m,屋面实际跨度85m。屋盖由正交立体三角桁架组成,其中短向为弧形三角立体桁架,长向为直线三角立体桁架,桁架高度均为3m,长向和短向的立体桁架轴线间距约9mx11m。
整个屋盖结构为沿长短轴双轴对称的结构,支承于箱形立体桁架上,箱形立体桁架支承于由32个混凝土柱及屋盖内部四个框架柱上升起的伞形斜柱上。主桁架与边桁架及部分支撑节点采用了铸钢件。
主桁架跨度79.7m,单榀重23.38t。整个桁架钢管种类有15种,钢管规格为中245x20,小规格中60x4。