产品规格:
产品数量:
包装说明:
关 键 词:徐州游乐设施渗透检测单位
行 业:咨询
发布时间:2021-06-22
无损探伤检测是使用物质的声、光、磁和电等特性,在不危害或不影响被检测目标使用性能的前提下,检测被检目标中是否存在缺点或不均匀性,给出缺点巨细,方位,性质和数量等信息。它与破性检测比较,无损检测有以下。是具有非破性,因为它在做检测时不会危害被检测目标的使用性能;第二具有全面性,因为检测对错破性,因而必要时可对被检测目标进行的全面检测,这是破性检测办不到的;第三具有全程性,破性检测一般只适用于对原资料进行检测,如机械工程中遍及选用的拉伸、紧缩、曲折等,破性查验都是针对制作用原资料进行的,关于制品和在用品,除非不准备让其继续执役,否则是不能进行破性检测的
锅炉无损检测锅炉无损检测在锅炉检验中占有非常重要的位置,它能检出锅炉元部件及其焊接接头表面、内部的多种缺陷,通常情况下,这些缺陷采用常规检验方法难于发现或无法发现。 常用无损检测方法包括射线检测、超声波检测、磁粉检测、渗透检测。一些非常规的检测方法如声发射检测、涡流。特种设备无损检测特种设备检测包含:是指涉及生命安全、危险性较大的锅炉、压力容器(含气瓶,下同)、压力管道、起重机械、大型游乐设施。其中锅炉、压力容器(含气瓶)、压力管道为承压类特种设备;起重机械、大型游乐设施为机电类特种设备。
磁粉探伤是一种利用导磁金属在磁场中的被磁化,并通过显示介质(磁粉)来检测工件表面或近表面缺陷(漏磁场吸引形成的磁痕图像)的一种探伤方法。
具有设备简单,操作方便、速度快、观察缺陷直观和灵敏度较高等优点。能够发现工件表面或近表面下的发纹、裂纹、气孔、夹杂、折叠等缺陷。
1.裂纹特点和产生部位
在用年限较长的起重设备,主要受力构件及其连接焊缝由于受到交变载荷的长期作用,在结构受拉、剪应力较大的部位,要承受弯曲和扭转疲劳损伤而产生疲劳裂纹。这类裂纹断续而且细小,存在焊缝或构件的表面。缺陷取向一般沿着焊缝纵向、构件轴向或压延方向分布。发生与焊缝接头的,多数存在与焊缝焊道间、焊趾处或者表面缺陷等应力集中部位。
2. 疲劳裂纹磁粉检测探伤的要点
针对结构出现的疲劳裂纹断续而且细小的特点,因便携式磁粉探伤机构检测灵敏度不高,易造成漏检,故在对整机进行安全评估无损检测时,建议采用直流通电法触头式设备进行检测。
检测表面准备充分,应用角向磨或抛光设备,清除焊缝或结构表面的油漆、锈蚀等杂质,并露出金属光泽;要保证触头与工件之间有良好的电接触,应根据工件的形状与尺寸等因素的变化,调整电极间距和磁化电流。对发现的缺陷应做好记录,缺陷深度是一种重要参数,测量时应采用准确度较高的裂纹测探仪;当深度较大时也可采用超声波探伤进行测量,给出修复用的数据,因此此时已没有进行评估必要了。
吊钩是起重机械设备组件,常常和滑轮组部件悬挂在一起,作为取物装置。在起重作业中经受载荷的作用,并经受钢丝等设备摩擦,要求其具有足够承受力,避免突然断裂的危险,才能保证作业人员的安全。目前,锻造单钩比较常用,在起重机上不允许使用铸造的钩,吊钩一般采用低碳钩和碳合金钢制造,以解决耐热和产生裂纹的问题。
射线检测(RT)常用的射线有X射线和γ射线两种。X射线和γ射线能不同程度地透过金属材料,对照相胶片产生感光作用。利用这种性能,当射线通过被检查的焊缝时,因焊缝缺陷对射线的吸收能力不同,使射线落在胶片上的强度不一样,胶片感光程度也不一样,这样就能准确、可靠、非破性地显示缺陷的形状、位置和大小。
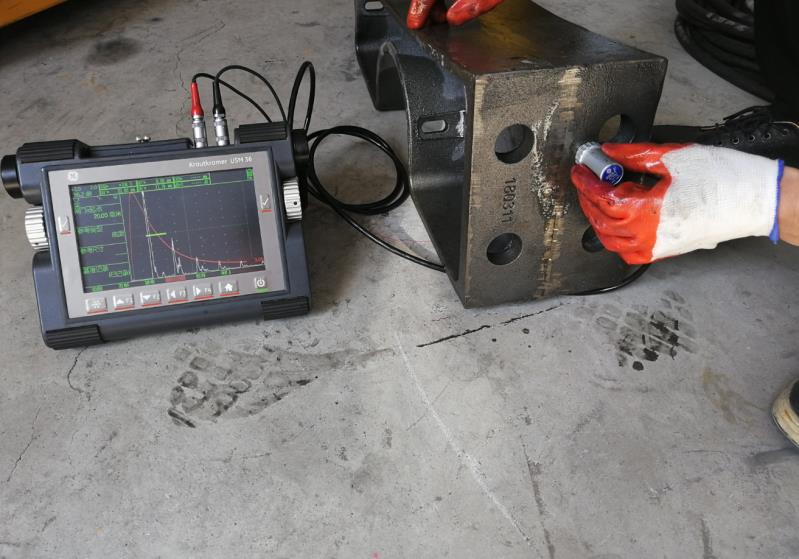
超声检测(UT)是指利用超声波对金属构件内部缺陷进行检查的一种无损检测方法。用发射探头向构件表面通过耦合剂发射超声波,超声波在构件内部传播时遇到不同界面将有不同的反射信号(回波)。利用不同反射信号传递到探头的时间差,可以检查到构件内部的缺陷
为全面提高安全生产,加强控制好生产当中的每一个环节,提高每个员工对安全的意识,加强自身责任心,努力在原来的基础上把安全生产再提升一个台阶,钢铁厂,铸造厂等熔炼生产要经常给铁水罐、钢水包、中间包等容易疲劳设备做定期体检,无损探伤检测是非常适合的一种方法,徐州华顺测控技术有限公司,订了一系列方式方法,保证快速无损的检测出潜在的安全隐患,并能出具和特检院认可的第三方报告。 铁水包耳轴,钢水包耳轴,中频炉耳轴,龙门钩,挂吊钩等特种设备的金属焊缝无损检测探伤工程(的X射线检测)RT、超声波检测UT、磁粉检测MT、渗透检测PT、测厚检测)。