重庆模具硬轨加工中心价格
价格:218000.00起
产品规格:
产品数量:
包装说明:
关 键 词:重庆模具硬轨加工中心价格
行 业:加工 机械加工 五金加工
发布时间:2021-06-10
一、产品简介与用途
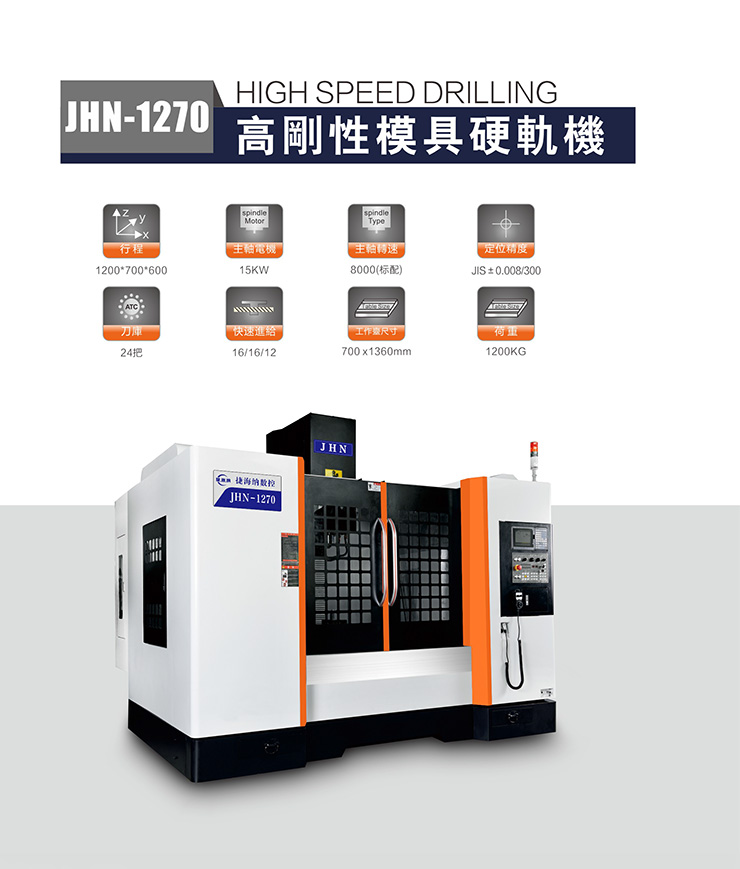
本机床为床身式立式加工中心,具有较强的承载能力,三方向导轨均为淬火硬轨,导轨宽、跨距大,结构及外形尺寸紧凑合理,主轴为伺服电机驱动。可铣削、钻孔、扩孔及铰孔等多种功能,能够实现对盘类、板类、壳体、模具等复杂、高精度零件的加工,适于多品种各中、小型零件的平面、斜面、沟槽、孔等多种工序加工,是机械、电子、仪器、仪表、模具、汽车等行业的理想加工设备。
二、主要结构特点
1、 底座、立柱、工作台、中滑座、升降滑座等主要构件均采用高强度材料铸造而成,并经人工时效处理,保证机床长期使用的稳定性,为机床性能的稳定性提供了保障。
2、采用高速、高精度、高刚性主轴单元,承载能力强,转速可达8000rpm;
3、工作台X 向行程达950 mm,Y、Z向导轨均为宽矩形滑动导轨,并经超音频淬火及精密磨削。滑动导轨面精密刮研,并贴覆复合PTFE材料,配合自动强制润滑,减小进给运动的磨擦阻力,减小低速爬行,提高机床精度寿命。
4、 X、Y、Z三方向进给均采用高精度、高强度滚珠丝杠,伺服电机驱动,确保机床的定位精度。
5、 导轨、滚珠丝杠采用防护装置,保证丝杠和导轨的清洁,确保机床传动及运行精度。
6、 Z向加配重块平衡装置,保证主轴升降运动平稳、顺畅。
7、 电动润滑装置可对纵、横、垂向的丝杠及导轨进行强制润滑,减小机床的磨损,保证机床的运转;同时,冷却系统通过调整喷嘴改变冷却液流量的大小,满足不同的加工需求。
8、 机床操作系统通过支臂悬挂在机床的右上方,符合人体工程学原理,操作箱可旋转一定角度,操作方便、可靠。
9.刀库采用台湾斗笠式12把刀库。
三、主要技术参数
1、主电机功率: 7.5kw
2、主轴内锥: BT40
3、主轴转速: 60-8000rpm
4、主轴端面至工作台面距离 100~600 mm
5、 主轴孔中心至立柱表面距离 460 mm
6 工作台面尺寸 1250×360 mm
7、 工作台行程 X向/Y向/Z向 950/400/500 mm
8、工作台负荷: 600kg
9、工作台T型槽 槽数/宽度/间距 3/18/80
10、快移速度 X/Y/z向 10/10/8 m
11、定位精度 0.02 mm
12、重复定位精度 0.01mm
13、机床外形尺寸(长×宽×高) 2220×1850×2350 mm
14、机床净重 5000 kg
一、产品简介与用途
本机床为床身式立式加工中心,具有较强的承载能力,三方向导轨均为淬火硬轨,导轨宽、跨距大,结构及外形尺寸紧凑合理,主轴为伺服电机驱动。可铣削、钻孔、扩孔及铰孔等多种功能,能够实现对盘类、板类、壳体、模具等复杂、高精度零件的加工,适于多品种各中、小型零件的平面、斜面、沟槽、孔等多种工序加工,是机械、电子、仪器、仪表、模具、汽车等行业的理想加工设备。
二、主要结构特点
1、 底座、立柱、工作台、中滑座、升降滑座等主要构件均采用高强度材料铸造而成,并经人工时效处理,保证机床长期使用的稳定性,为机床性能的稳定性提供了保障。
2、采用高速、高精度、高刚性主轴单元,承载能力强,转速可达8000rpm;
3、工作台X 向行程达950 mm,Y、Z向导轨均为宽矩形滑动导轨,并经超音频淬火及精密磨削。滑动导轨面精密刮研,并贴覆复合PTFE材料,配合自动强制润滑,减小进给运动的磨擦阻力,减小低速爬行,提高机床精度寿命。
4、 X、Y、Z三方向进给均采用高精度、高强度滚珠丝杠,伺服电机驱动,确保机床的定位精度。
5、 导轨、滚珠丝杠采用防护装置,保证丝杠和导轨的清洁,确保机床传动及运行精度。
6、 Z向加配重块平衡装置,保证主轴升降运动平稳、顺畅。
7、 电动润滑装置可对纵、横、垂向的丝杠及导轨进行强制润滑,减小机床的磨损,保证机床的运转;同时,冷却系统通过调整喷嘴改变冷却液流量的大小,满足不同的加工需求。
8、 机床操作系统通过支臂悬挂在机床的右上方,符合人体工程学原理,操作箱可旋转一定角度,操作方便、可靠。
9.刀库采用台湾斗笠式12把刀库。
售后服务:
1.机床质量、规格和性能符合合同的规定,在正确安装、妥善使用和保养的前提下,机床自验收日起保修期为12个月,并享有低价维修服务。
2.在保修期内,经查证若为用户原因于装卸运输过程、存放时间过长造成机械外观或内部损坏;操作使用不当、自行拆解改装所造成之人为损坏,不在以上免费保修范围之内。
3.在用户提出机床故障信息后2小时内,我公司电话或其它方式给予答复(7×24 小时),如故障仍未解决,我公司在维修人员 24 小时到达客户现场, 迅速解决问题。
4.机床质保期满以后,我公司继续为用户提供技术支持和各种备件优惠供应、维修服务,并依据我公司收费标准收取零件成本及服务费用。
5.我司技术人员上门对机器进行安装调试和培训客户机床操作。
常见问题:
问:硬轨加工中心好还是线轨加工中心好?
答:硬轨由于接触面大,使得磨擦阻力也较大,移动速度不能太快。同时易产生爬行现象,移动表面存在间隙会导致加工误差。但是硬轨滑动接触面较大,刚性好、抗震能力强、承重能力强,适合重负荷切削。线轨经过预紧处理可达到轨道间零间隙,精度高;就使用寿命而言,线轨大大高于硬轨。线轨的应用适合高速机用,可以高速切削,适合加工产品、小型精密模具。
问:加工中心有哪几种类型的刀库?
答:目前市场上的加工中心使用的刀库种类有圆盘刀库、斗笠式刀库和链条式刀库。
问:四轴加工中心可以加工哪种类型的工件?
答:四轴加工中心相比三轴的加工中心有更广泛的加工范围看,可以进行360°旋转,对于有这类加工需求的工件都可进行加工,例如轴类零件。四轴加工中心可以通过工件一次装夹完成机床的多道工序,避免了多次装夹出现的精度误差,简化工艺的同时还缩短了加工用时。
问:加工中心的使用对环境的要求?
答:1.数控加工中心在放置的时候,位置的挑选也是要讲究的,基本要做到:避免暴晒、潮湿等环境,如果附近有振源,那就有必要设置防振沟,目的是为了防止电子元件出现接触不良的情况。
问:立式加工中心和卧式加工中心的区别有哪些?
答:立式加工中心和卧式加工中心在功能上都是以铣削为主,立式加工中心的主轴呈垂直状态,而卧式加工中心的主轴为水平状态。立式加工中心和卧式加工中心的设计和结构差异比较大。主要体现在主轴结构、立式结构、工作台形式、刀库类型和联动轴数等。
问:加工中心在数控系统上如何选择?
答:鉴于对机床稳定性的影响,西门子的系统是较好的选择。如果是三轴或者四轴的立式加工中心,市场上多数的选择都是法兰克和三菱的系统。至于台湾的新代和宝元系统,用在雕铣机方面会更加合适。
机械特点
★底座采用A字形筋结构布置提高吸震效果,整体铸件采用人字形设计,达到高度弯曲刚性。
★结构采用米汉纳材质,经回火处理消除内应力,确保刚性精度持久性。
★高刚性结构源自于多年经验数据累积与合理化结构细长比设计,提高铸件抗压缩与抗侧弯能力。
★高速换刀结构设计,配合预先感应控制,结合能打刀系统,进行换刀工作,提高换刀效率。
JV系列
高刚性主体结构
★JV系列机台,除了具有良好主轴的功能外,更为机台高速化、能上注入优异的ATC,换刀速度与快速位移速度。
★专为汽车零部件加工,电子消费产品零件加工、生产效益高是生产企业的选择。
★三轴采用高速滚珠线轨,高速、率的同时提高机台刚性,更好为客户创造财富。
适用范围:
通用机械、工程机械、器材、航天航空、模具、汽车。