产品规格:
产品数量:
包装说明:
关 键 词:滁州吊钩钢板第三方检测机构
行 业:咨询
发布时间:2021-05-25
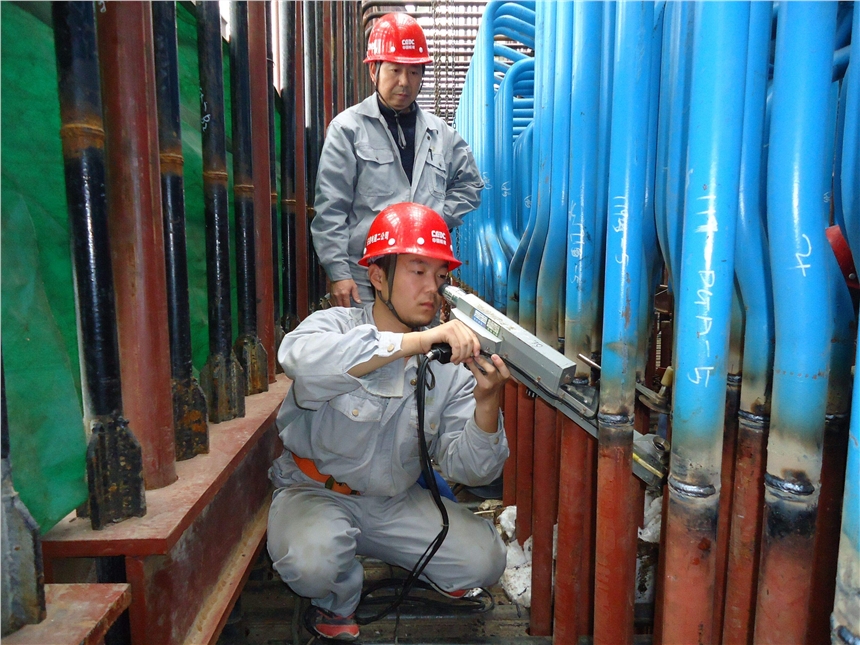
钢结构焊缝无损检测;钢结构工程无损检测已广泛的运用于当今各个行业。焊缝,作为连接钢结构构件的一种为广泛的基本方式,实现钢结构大跨度,造型美观的优越性能的核心主宰,已经成为保证钢结构工程质量的一个重要环节。其质量良好与否直接关系整个钢结构工程的安全超声检测 Ultrasonic Testing(缩写 UT);射线检测Radiographic Testing(缩写 RT);磁粉检测 Magnetic particle Testing(缩写 MT);渗透检测 Penetrant Testing (缩写 PT);涡流检测 Eddy Current Testing (缩写 ET);
超声波探伤的主要特性有哪些?超声波在介质中传播时,在不同质界面上具有反射的特性,如遇到缺陷,缺陷的尺寸等于或大于超声波波长时,则超声波在缺陷上反射回来,探伤仪可将反射波显示出来;如缺陷的尺寸甚至小于波长时,声波将绕过射线而不能反射;波声的方向性好,频率越高,方向性越好,以很窄的波束向介质中辐射,易于确定缺陷的位置。超声波的传播能量大,如频率为1MHZ(100赫兹)的超生波所传播的能量,相当于振幅相同而频率为1000HZ(赫兹)的声波的100万倍。
全焊透的焊缝可不进行无损检测,任何缺陷,例如检测到的裂缝或多孔的情况必要时,均应依照适当的验收准则,在焊接表面或热影响区,采用光学的检查;任何其目的是便于组装和生产临时焊接到工件上的附件都可能会影响到物件的功能,或影响检查工作,都应加以除去,从而不损坏工件,应检查固定的附件区域,以确信无任何裂缝。钢结构无损检测方法:超声检测 Ultrasonic Testing(缩写 UT),射线检测 Radiographic Testing(缩写 RT),磁粉检测Magnetic particle Testing(缩写 MT),渗透检测 Penetrant Testing (缩写 PT)。
锻件检测具体产品:板材、棒材、管材、螺栓、丝杠等检测领域铸件、锻件无损检测标准:《钢结构工程施工质量验收规范》《金属熔化焊接接头射线照相》《钢焊缝手工超声波探伤方法及质量分级法》检测依据:根据检测技术无损检测是在不损害或不影响被检测对象使用性能的前提下,采用射线、超声、红外、电磁等原理技术仪器对材料、零件、设备进行缺陷、化学、物理参数的检测技术,无损检测是工业发展必不可少的有效工具。
无损检测方法:一、常规无损检测方法:目视检测(VT);超声检测(UT);射线检测(RT);磁粉检测(MT);渗透检测(PT)目视检测(VT):竖内实施的比较少,但在上非常重视的无损检测第1阶段首要方法。按照惯例,目视检测要先做,以确认不会影响后面的检验,再接着做常规检验。射线检测(RT)是指用X射线或g射线穿透试件,以胶片作为记录信息的器材的无损检测方法,该方法是*基本的,应用*广泛的一种非破坏性检验方法。
无损探伤检测范围: 焊缝表面缺陷检查。检查焊缝表面裂纹,未焊透及焊漏等焊接质量。内腔检查。检查表面裂纹、起皮、拉线、划痕、凹坑、凸起、斑点、腐蚀等缺陷,状态检查。当某些产品(如蜗轮泵、发动机等)工作后,按技术要求规定的项目进行内窥检测。装配检查。当有要求和需要时,使用亚泰光电工业视频内窥镜对装配质量进行检查;装配或某一工序完成后,检查各零部组件装配位置是否符合图样或技术条件的要求;是否存在装配缺陷。多余物检查。检查产品内腔余内屑,外来物等多余物。