受欢迎的余姚UG培训-数控模具设计编程培训-电脑锣培训
价格:580.00起
舜龙模具数控培训学UG模具设计数控编程培训、CNC加工中心编程培训工厂实战教学。舜龙教育专攻开设模具设计和数控编程实战课程,教学质量有保障,提供数控加工中心等设备给学员上机实训,一人一机,上机实践时间不限,舜龙专助于学员技能提升,老师持续,直到成功对口就业。
塑料模具设计压入件在压入后有微量收缩,因此芯棒直径与压入件孔径间应具有0.02〜0.03mm的间隙。浇口套,除压合部分为过盈配合外,尚需保证台肩外圆与模板沉孔间不留有缝隙,否则在时可能引起渗料,因此又提高了装配要求。
塑胶模具设计培训-压入件在压入后有微量收缩,因此芯棒直径与压入件孔径间应具有0.02〜0.03mm的间隙。浇口套,除压合部分为过盈配合外,尚需保证台肩外圆与模板沉孔间不留有缝隙,否则在时可能引起渗料,因此又提高了装配要求。过盈配合部分的压入工艺如前所述,模板孔压需有倒角和导入斜度,而压入件的压入端不允许有斜度但需倒圆角以避免压入时切坏孔壁。因此压入件加工时应考虑加有圆角修正量,装配后此修正量凸出于模板,然后磨去。
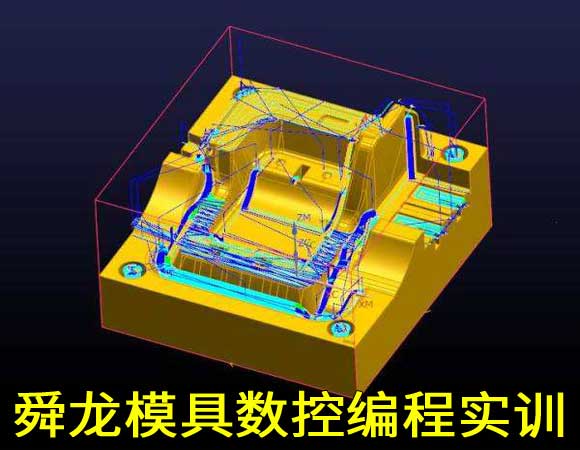
加工中心UG数控编程工件分析和工艺规划:采用粗加工-半精加工-精加工-清根加工的流程。该模具采用先粗加工,再热处理,然后精加工的加工方案。主要原因是模具立体分模,如果热处理后进行粗加工,由于切削蕞大,模具工作表面可能出现由于硬度而不能满足设计要求的情况。在粗加工毛坯之前应该也对毛坯上表面和检验角进行加工。为了较少空刀,半精加工中,采用了粗加工生成的IPW小平面作为半精加工的毛坯。
UG数控编程粗加工型槽:型腔铣操作,在“操作导航器”中,在型腔铣操作节点上单击右键,在弹出的快捷菜单中选择“复制”命令,接着在上一步的型腔铣几何体节点上单击右键,在弹出的快徒菜单中选择“粘贴”命令,则复制了一个新的型腔铣操作。
舜龙UG模具设计数控编程培训成立25年以来,一直秉承“至诚服务、创造价值”的经营理念,任教师傅都是10年以上工厂实战经验的UG模具设计、加工中心数控编程,具备丰富的理论与实践经验,提供一对一的教学服务,确保学员技术学的扎实