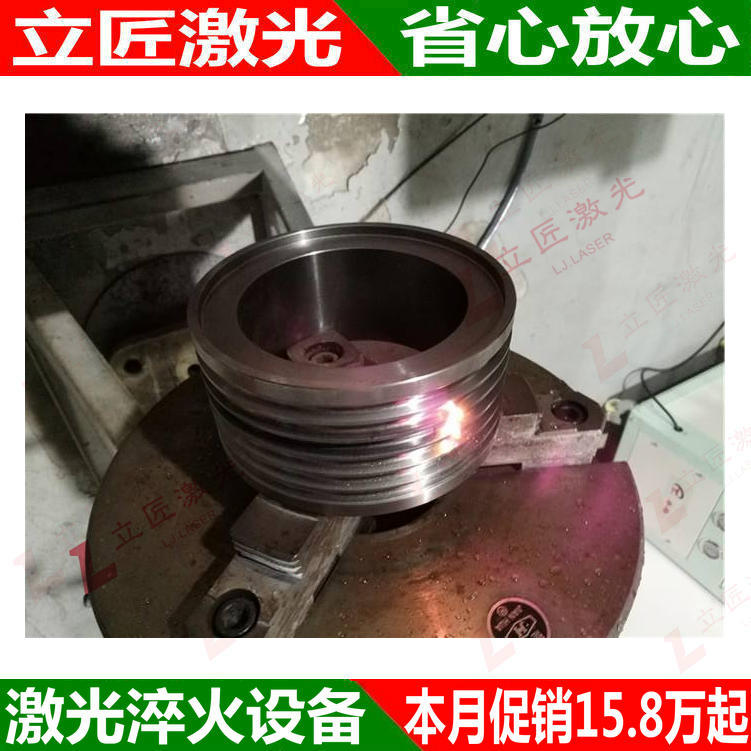
4000W激光淬火加工工艺 不需要炉膛保温和冷却液淬火
价格:118000.00起
产品规格:
产品数量:
包装说明:
关 键 词:4000W激光淬火加工工艺
行 业:机械 电焊/切割设备 激光焊机
发布时间:2021-04-15
武汉立匠激光科技有限公司于2012年成立,是一家以激光应用技术为核心,配套自动化整体解决方案的。现有惠州子公司及苏州子公司,并在国内外设有多个办事处。现有员工150人,其中65%是技术和研发人员,核心研发人员占比35%以上。拥有丰富的激光应用技术及自动化整体解决方案实战经验。
单液淬火
将工件加热后使用单一介质冷却,常使用的有水和油两种,其变、温曲线如图2中的曲线1。为防止工件过大的变形和开裂,工件不宜在介质中冷至室温,可在200~300℃出水或油,在空气中冷却。单液淬火操作简单易行,广泛用于形状简单的工件。有时将工件加热后,先在空气中停留-段时间,再淬入淬火介质中,以减少淬冷过程中工件内部的温差,降低工件变形与开裂的倾向,称为预冷淬火。
各种淬火冷却的变温曲线示意图 曲线1-单液淬火;曲线2-双液淬火; 曲线3-分级淬火;曲线4-等温淬火
(1) 从激光淬火齿面硬度、硬化层深度以及抗点蚀疲劳强度等性能指标看,激光淬火完全可以取代常规的齿轮渗碳工艺.
(2) 激光淬火工艺采用了常用普通中碳钢代替昂贵的合金渗碳钢,从而有效地降低了生产成本,产生了良好的经济效益.
(3) 激光淬火解决了常规齿轮渗碳工艺中存在的变形难题,这不仅省去了后面的磨齿工艺,而且提高了成品率,从而进一步降低了成本.
(4) 为了使此项技术能在工业中得到广泛应用,在研制性能可靠的工业用大功率激光器的同时,必须进行齿轮激光表面处理系统的研制和开发,激光处理实现工艺参数的计算机自动优化、处理过程的计算机仿真模拟和实时,以及热处理后表面组织结构和性能的计算机预测,做到齿轮激光淬火过程的易操作性,实现复杂形状和人工智能化的表面处理.
常用钢种实际生产中,加热温度的选择要根据具体情况加以调整。如亚共析钢中碳含量为下限,当装炉量较多,欲增加零件淬硬层深度等时可选用温度上限;若工件形状复杂,变形要求严格等要采用温度下限。
保温时间
由设备加热方式、零件尺寸、钢的成分、装炉量和设备功率等多种因素确定。对整体淬火而言,保温的目的是使工件内部温度均匀趋于一致。对各类淬火,其保温时间终取决于在要求淬火的区域获得良好的淬火加热组织。
加热与保温是影响淬火质量的重要环节,奥氏体化获得的组织状态直接影响淬火后的性能。-般钢件奥氏体晶粒控制在5~8级。
适用材料
激光淬火现已成功地应用到冶金行业、机械行业、石油化工行业中易损件的表面强化,特别是在提高轧辊、导卫、齿轮、剪刃等易损件的使用寿命方面,效果显著,取得了很大的经济效益与社会效益。近年来在模具、齿轮等零部件表面强化方面也得到越来越广泛的应用。
激光淬火工艺原理优势
(1) 从激光淬火齿面硬度、硬化层深度以及抗点蚀疲劳强度等性能指标看,激光淬火完全可以取代常规的齿轮渗碳工艺.
(2) 激光淬火工艺采用了常用普通中碳钢代替昂贵的合金渗碳钢,从而有效地降低了生产成本,产生了良好的经济效益.
(3) 激光淬火解决了常规齿轮渗碳工艺中存在的变形难题,这不仅省去了后面的磨齿工艺,而且提高了成品率,从而进一步降低了成本.
(4) 为了使此项技术能在工业中得到广泛应用,在研制性能可靠的工业用大功率激光器的同时,必须进行齿轮激光表面处理系统的研制和开发,激光处理实现工艺参数的计算机自动优化、处理过程的计算机仿真模拟和实时,以及热处理后表面组织结构和性能的计算机预测,做到齿轮激光淬火过程的易操作性,实现复杂形状和人工智能化的表面处理.