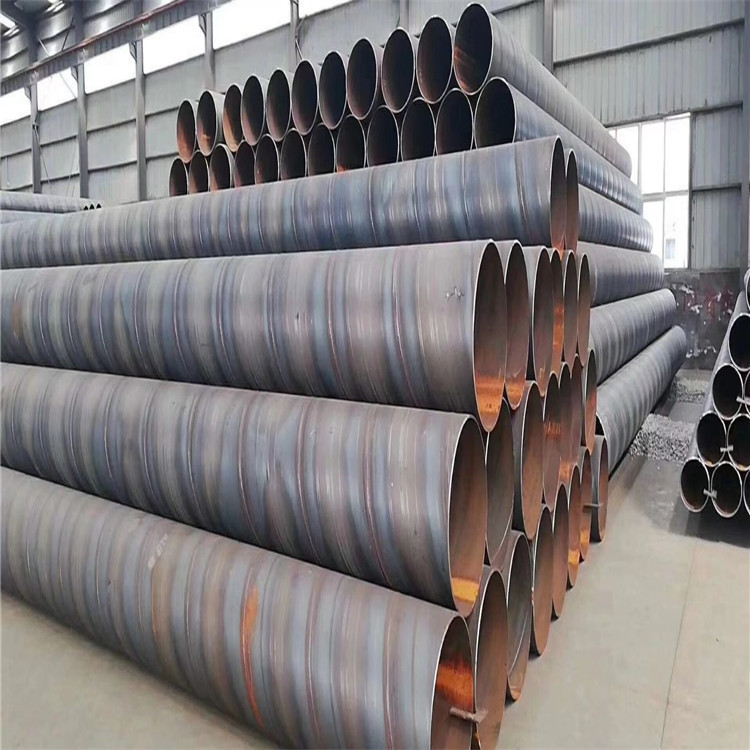
螺旋焊管单价 湖州河北螺旋钢管3PE螺旋钢管 输送石油
价格:3509.00起
产品规格:
产品数量:
包装说明:
关 键 词:螺旋焊管单价
行 业:建材 金属建材 钢管
发布时间:2021-03-27
公司将以的产品、优惠的价格,完善的服务,竭诚满足用户需求,愿与海内外的朋友互惠互利、真诚合作、建立持久、相互信赖的合作关系,共创新世纪的辉煌。
防腐螺旋钢管的硬度指标:金属材料抵抗硬的物体压陷表面的能力,根据试验方法和适用范围不同,称为硬度,硬度又可分为维氏硬度、肖氏硬度、布氏硬度、洛氏硬度、显微硬度和高温硬度等,对于防腐螺旋钢管来说一般常用的有洛氏、布氏、维氏硬度三种。A、洛氏硬度(HK) 洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。即,在初邕试验力(Fo)及总试验力(F)的先后作用下,将压头(金钢厂圆锥体或钢球)压入试样表面,经规定保持时间后,卸除主试验力,用测量的余压痕深度增量(e)计算硬度值。B、布氏硬度(HB 用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)布氏硬度值是以试验力除以压痕球形表面积所得的商。C、维氏硬度(HV) 维氏硬度试验也是一种压痕试验方法,是将一个相对面夹角为1360的正四棱锥体金刚石压头以选定的试验力(F)压入试验表面,经规定保持时间后卸除试验力,测量压痕两对角线长度。 维氏硬度值是试验力除以压痕表面积所得之商,其计算公式为 式中:HV--维氏硬度符号,N/2(MPa); F--试验力,N; d--压痕两对角线的算术平均值,。 维氏硬度采用的试验力F为5(49.03)、10(98.07)、20(196.1)、30(294.2)、50(490.3)、100(980.7)Kgf(N)等,可测硬度值范围为5~1000HV。
3PE螺旋钢管清洁方法:
1、清洁溶剂和乳液用于清洁钢表面,去除油,油脂,灰尘,平滑剂和类似的有机物,但不能去除钢表面的锈,水垢,助焊剂等,因此仅使用作为防腐生产的策略。2、喷(抛)射皮除锈喷涂(抛光)除锈是通过大功率电机进行的,以驱动喷涂(抛出)刀片高速旋转,从而可以喷射钢砂,钢丸,线段和矿物等磨料(抛出)在离心力的作用下钢管表面。不仅可以完全消除锈蚀,氧化物和污垢,而且钢管在磨料冲击和摩擦的作用下也可以达到所需的平均粗糙度。喷涂(抛光)和除锈后,不仅可以扩大管外表面的物理吸附效果,而且可以提高防腐层与管外表面之间的机械粘合效果。因此,喷雾(抛光)除锈是管道除锈的理想方法。一般来说,喷丸(砂)除垢主要用于管道的内部和外部处理,喷丸(砂)除垢主要用于管道的表面处理。3、工具除锈用诸如钢丝刷的工具抛光钢表面以去除松散或凸起的氧化皮,生锈,焊渣等。手动工具的除锈能达到Sa2级,电动工具的除锈能达到Sa3级。如果钢表面附着有强氧化铁皮,则工具的除锈效果不理想,不能达到防腐结构所需的锚固深度。4、酸洗普通采用化学和电解方法进行酸洗处理,管道防腐只能化学酸洗,可以去除氧化皮,铁锈,旧涂层,有时可以用作除锈后的喷砂处理。化学清洗肯定会使外观达到不可避免的清洁度和粗糙度,但其锚固图案浅,容易造成污染。
详细介绍螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
为了研讨资料高温塑性,进行了一系列热模仿拉伸试验。可以发现900-1 200℃为9Ni钢的高塑性区,其拉伸变形量可达90%以上。比照轧管各个阶段的变形量与变形温度,不难发现穿孔与斜轧两个过程都在高塑性区,且变形量远小于资料的变形能力。定径过程终阶段温度尽管低于900℃,可是前面的剖析已经标明,管体表面而的缺陷构成在定径之前。因而可以以为,本次轧制中呈现的小外折与裂纹不是因为资料自身塑性不佳引起的。
团队
我公司是提供弯头、三通、异径管、管帽、法兰、支吊架等高、中、低压管件及管道配件系列;绝缘接头、绝缘法拉系列;保温、耐磨、防腐管道系列公司,公司将以“的服务、的品质”服务于用户,服务于社会。