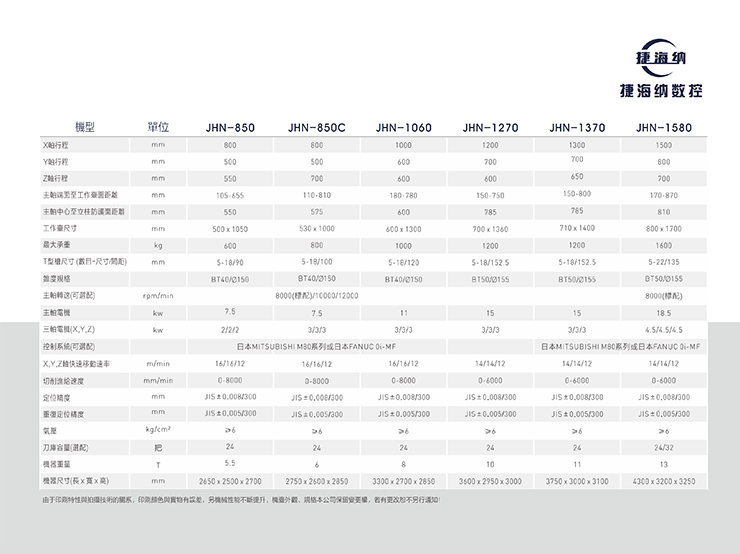
1580模具硬轨加工中心厂家
价格:218000.00起
产品规格:
产品数量:
包装说明:
关 键 词:1580模具硬轨加工中心厂家
行 业:加工 机械加工 五金加工
发布时间:2021-03-11
三轴硬轨,大切削,高精度
三轴硬轨立式加工中心机床运动坐标的导轨体均采用淬硬后磨削集共的铸铁导轨对聚四氟乙烯塑料贴面。其特点是:摩擦系数小,减震性好,低速无爬行,快速定位精度高,接触面大,承载能力强。
机床主传动大多采用电机一同步齿形带一主轴的传动方式,使主轴获得较高的转速并大大降低了主轴箱的振动和噪音,更利于高速和高精度的加工。
0三轴硬轨立式加工中心机床广泛适用于机械制造业、模具制造业及其它行业加工板件、盘类件、壳体及模具等复杂零件。工件在一次装夹后,可连续完成铣、钻、镗、铰等多种工序的加工。可单台使用,也可多台组成生产流水线加工零件。
1、三轴硬轨加工中心T-850机身采用超大底座稳固,大跨距人字形立柱高刚性,高速移动切削不震动不变形;
2、三轴导轨轨采用矩形硬轨,高刚性,可重切削,吸震好,寿命长,调整方便;
3、大直径C3级丝杆,带预拉结构,消除部分热延伸,丝杆轴承采用注油润滑,延长轴承寿命;
4、刀杯采用液压缸翻转刀杯,保证每次刀杯备刀都很到位;
5、排屑采用双螺排,自动化,人性化;
6、双层水箱过滤系统结构,为工件表面加工提供良好的切削液;
7、刀库为选配,传统的气压打刀升级为液压打刀,保证每次打刀力的稳定,以免出现气压不稳定带来的拉刀现象,损害主轴。
1、三轴硬轨加工中心T-850机台占地面积小,人性化设计,850和1050为后排屑设计,两侧自动螺排,减少人工清理时间。
2、换刀速度2Sec,刀库容量24把,换刀装置再升级,使用高速液压打刀,达到稳快的效果。
3、三轴伺服马达为3KW,惯量加大,可以获得更好的加速度和动态性能。
4、主轴电机11KW,瞬时可达15KW,切削力大。
5、标配皮带头8000r/min,选配10000r/min,切削效率高,皮带传动,避免电机过热,减少主轴热变形。
6、选配直联头10000r/min,12000r/min或者15000r/min,带油冷机,提高加工精度及表面光洁度。
7、主轴前端采用迷宫设计,带吹气方式,防止切削液进入主轴轴承。
8、配备容积式及强制润滑油系统,保证全机各运动部件润滑良好。
9、机床底座立柱皆由良好的铸铁铸造而成,再热处理,对称结构设计,降低机床扭曲变形,提高机床精度稳定度。
10、选配皮带头主轴中心出水,切削液从中心前端输出,确保深孔加工时排屑移除,提高加工速度,并延长使用寿命。
11、T-850三轴硬轨加工中心可选配BT40齿轮头主轴,分为高低两档,低挡时可输出500Nm的切削力,时,转速可达6000r/min,加工效率和精度高。
12、系统标配FANUC Oi-F,选配三菱M80B。
从事数控机床的研发、生产、销售及服务,是华南大型的数控机床全产业链生产企业。2017年被认定为国定级,公司主要生产立式加工中心系列、龙门加工中心系列、钻攻中心系列、雕铣加工中心系列系列20余种产品。机床主要应用于汽车零配件、各类模具的加工、电子行业(包括通讯产品、IT产品、消费产品)、般空航天、、新能源、器械等各行各业拥有广泛的应用。
数控铣床的径向跳动怎么办
数控铣床 切削过程中,产生加工误差的原因有很多。由径向脉冲引起的误差是一个重要因素。它直接影响到理想条件下被加工表面的小形状误差和几何形状精度。在实际切削
在数控铣床切削过程中,产生加工误差的原因有很多。由径向脉冲引起的误差是一个重要因素。它直接影响到理想条件下被加工表面的小形状误差和几何形状精度。在实际切削过程中,的径向跳动影响着的加工精度、表面粗糙度、的不均匀磨损以及多齿的切削工艺特性。的径向脉冲越大,的加工状态越不稳定,对加工效果的影响越大。
一、径向跳动的原因
工具的制造误差和主轴部件,加载错误导致漂移和工具之间的偏心轴和理想的旋转轴的轴,铣床,特定的加工工艺和装配可能产生的径向跳动数控铣床工具处理。
1、主轴本身受径向脉冲的影响
主轴径向跳动误差的主要原因包括主轴各轴颈的同轴误差、轴承本身的各种误差、轴承间的同轴误差、主轴偏转。它们对主轴径向旋转精度的影响随加工方法的不同而不同。这些因素都是在机床制造和装配过程中形成的,机床操作者很难避免它们的影响。
2、受中心和主轴中心旋转的影响
当安装到主轴上时,如果的中心与主轴的旋转中心不一致,必然会导致径向跳动。具体影响因素有:与夹头配合程度、方法是否正确以及本身的质量。
3、具体加工过程的影响
在加工过程中产生的径向跳动主要是由于径向切削力增加了径向跳动。径向切削力是径向总切削力的一个分量。牛刨在加工过程中会使工件弯曲并产生振动。它是影响工件质量的主要因素。主要受切削量、与工件材料、几何角度、润滑方法和加工方法等因素的影响。
二、减少径向跳动的方法
的径向跳动主要是由于径向切削力增加了径向跳动。因此,减小径向切削力是减小径向跳动的重要原理。以下方法可以用来减少径向跳动:
1、使用锋利的刀
选择大的前角,使更锋利,减少切削力和振动。为了减小主叶片表面弹性恢复层与工件过渡面之间的摩擦,选用大后角的来减小振动。但是,的前后角不能选择太大,否则会导致的强度和冷却面积不足。因此,要根据具体情况选择不同的前角和后角,可以采取较小的粗加工,但在精密加工中,为了减少的径向跳动,应该做到较大,使更加锋利。
2、使用有力的工具
提高工具强度的主要方法有两种。一是在相同径向切削力下增加刀杆直径,刀杆直径增加20%,刀杆径向跳动量可减少50%。二是缩具的延伸长度。的长度越大,加工过程中的变形越大,加工时间的变化也越大。的径向脉冲会不断变化,从而导致工件的变形。表面不光滑。的长度减少了20%,径向跳动能力也减少了50%。
丝杆/线轨
X/Y轴移动采用线性滑轨,快速移动达36米/min,可支撑重负荷,确保定位准。
采用滚柱丝杆,且丝杆、线性滑轨均大于同行业1.28倍以上,保证大承载量,延长机器使用寿命。
Z轴移动采用硬轨滑动,滑轨均经过高周波热处理,且经过精研磨加工,配合耐磨耗的氟化树脂(使用美国TURCITEB耐磨片),具备低阻力,低摩擦系数及减振等特性,相互平衡滑动,确保机台精度。
控制系统
标配国际流行、技术成熟的三菱、发那科数控系统,具有更佳加工效率和效果。
冷却系统
机床配备冷却系统,大流量水泵与众多喷嘴的结合,使因切削过热磨损与工件因加工受热而变形的加工弊端解决。
润滑系统
三个坐标轴承采用脂润滑方式;
丝杆、导轨采用自动稀油润滑方式。
X、Y、Z坐标导轨有自动控制的润滑点,润滑油经分流后润滑导轨。
采用压力检测方式,保证每次打油都能至预设压力,否则系统提示报警
床身铸件
机床底座、工作台、立柱、横梁、滑鞍、主轴箱采用树脂砂造型HT300强度孕育铸铁,经二次退火处理,完全消除铸造应力及粗加工产生的内应力,确保结构高刚性、高稳定定性,确保品质。
铸件经由有限元素分析法电脑计算分析,合理的结构强度及加强肋的搭配,提供机械之高刚性。
大跨距底座,有效分散重力和加工承受力;人字形立柱,有效消除侧向受力,立柱左右倾斜的问题;鞍座悬伸短,大幅提高动态精度;
机床外观
机床整机钣金外观设计与机床配色简洁大方,科技感十足;
机床采用更高、更宽的开门设计,操作人员在装卸工件时毫无狭窄感,即便是第四轴的进出与安装也大有余地;
160公升超大水箱,大倾斜角排屑槽,后方排屑设计,无论冷却水量开至更大都不会断流,更不会造成机床漏水。