江门渗透检测无损探伤检测检测范围
价格:200.00起
产品规格:
产品数量:
包装说明:
关 键 词:江门渗透检测无损探伤检测检测范围
行 业:商务服务 认证服务
发布时间:2021-02-23
我司作为中国检测和认证服务的创新者,为各行各业的顾客提供的检测服务,并不断丰富服务内容,完善服务方式,提高服务质量,成为备受客户信赖的合作伙伴。
无损探伤检测X射线检验
测试范围:
全焊透的对接焊缝、T型接头、支接管等。
射线检验是检验焊缝内部缺陷准确而可靠的方法,它可以显示出缺陷在焊缝内部的形状,位臵和大小。 X射线检验的原理:它是利用X射线高能射线程度不同地透过不透明物体,使照相底片得以感光,从而进行焊接检验。 焊缝在射线检查之前,必须进行表面检查,表面上的不规则程度应不妨碍对底片上缺陷的辨认,否则应加以休整。
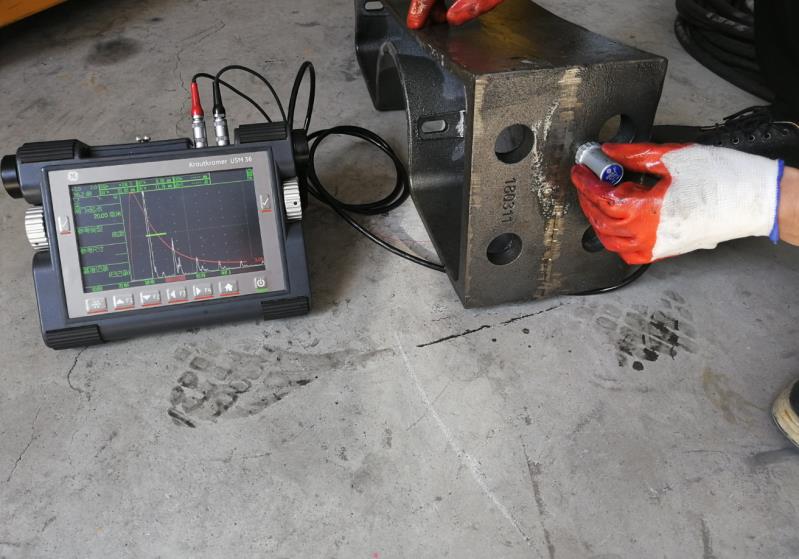
超声波检测技术
测试范围:
全焊透的对接焊缝、T型接头、支接管等。
超声检测技术等级分为A、B、C三个检测级别。超声检测技术等级选择应符合制造、安装、在用等有关规范、标准及设计图样规定。
不同检测技术等级的要求
1.A级检测 A级检测技术适用于与承压设备有关的支承件和结构件焊接接头检测。
2.B级检测 B级检测技术适用于一般承压设备对接焊接接头的检测。
3.C级检测 C级检测技术适用于重要承压设备对接焊接接头检测。采用C级检测时应将焊接接头的余高磨平。
母材检测的要点如下:
检测方法:接触式脉冲反射法,采用频率2MHz~5MHz的直探头,晶片直径10~25。
检测灵敏度:将无缺陷处第二次底波调节为显示屏满刻度的。
凡缺陷信号幅度超过显示屏满刻度20%的部位,应在工件表面作出标记,并予以记录。
缺陷位置的测定
水平定位法:
当仪器按水平1:n调节扫描速度时,应采用水平定位法来确定缺陷的位置。若仪器按水平1:1调节扫描速度时,那么显示屏上缺陷波前沿(模拟机)所对应的水平刻度值就是缺陷的水平距离。
深度定位法当仪器按深度1:n调节扫描速度时,应采用深度定位法来确定缺陷的位置。若仪器按深度1:1调节扫描速度时,那么显示屏上缺陷波前沿(模拟机)所对应的水平刻度值就是缺陷的深度。
检测标准
GB/T 3310—1999 铜合金棒材超声波探伤方法
GB/T 4162—2008 锻轧钢棒超声检测方法
GB/T 5126—2001 铝及铝合金冷拉薄壁管材涡流探伤方法
GB/T 5193—2007 钛及钛合金加工产品超声波探伤方法
GB/T 5248—2008 铜及铜合金无缝管涡流探伤方法
GB/T 5777—2008 无缝钢管超声波探伤检验方法
GB/T 6402—2008 钢锻件超声检测方法
GB/T 7734—2004 复合钢板超声波检验
GB/T 7735—2004 钢管涡流探伤检验方法
GB/T 7736—2008 钢的低倍缺陷超声波检验法
GB/T 8361—2001 冷拉圆钢表面超声波探伤方法
GB/T 8651—2002 金属板材超声波探伤方法
GB/T 8652—1988 变形高强度钢超声波检验方法
GB/T 9443—2007 铸钢件渗透检测
GB/T 10121—2008 钢材塔形发纹磁粉检验方法
GB/T 11260—2008 圆钢涡流探伤方法
GB/T 11345—2013 焊缝无损检测、超声波检测技术、检测等级和评定
GB/T 12969.1—2007 钛及钛合金管材超声波探伤方法
钢锻件无损探伤
无损检测定义
在不破坏前提下,检查工件宏观缺陷或测量工件特征的各种技术方法的统称。
常规的无损检测方法
超声检测 Ultrasonic Testing (缩写 UT)
射线检测 Radiographic Testing (缩写 RT)
磁粉检测 Magnetic particle Testing (缩写 MT)
渗透检验 Penetrant Testing (缩写 PT)
涡流检测 Eddy current Testing (缩写 ET)
目视检测 Visual Testing (缩写 VT)
无损检测的应用
应用时机: 设计阶段;制造过程;成品检验;在役检查。
应用对象: 各类材料 (金属、非金属等); 各种工件 (焊接件、锻件、铸件等); 各种工程 (道路建设、水坝建设、桥梁建设、机场建设等)。
主要测试标准:美标、ISO国际标准、国标、欧标、德标、及日标等。
无损探伤检测不仅可对制造用原材料,各中间工艺环节、直至终产成品进行全程检测,也可对服役中的设备进行检测。
在损坏原物品的情况下探测物品是否有内伤。比如你要知道火车铁轨的金属条内部有没有裂开或者内部结构有没有被破坏,这时就要用到这个了,当然一些有经验的人敲一下铁轨,看一下铁轨发出的声音就知道金属条是否完好。
从测试需求分析到检测报告应用,全流程技术支持,解决问题不再东奔西走让您更放心。成为百姓中口碑好致力于成为国内技术、具有高度和公信度的第三方检测机构