

价格:118000.00起
0
联系人:
电话:
地址:
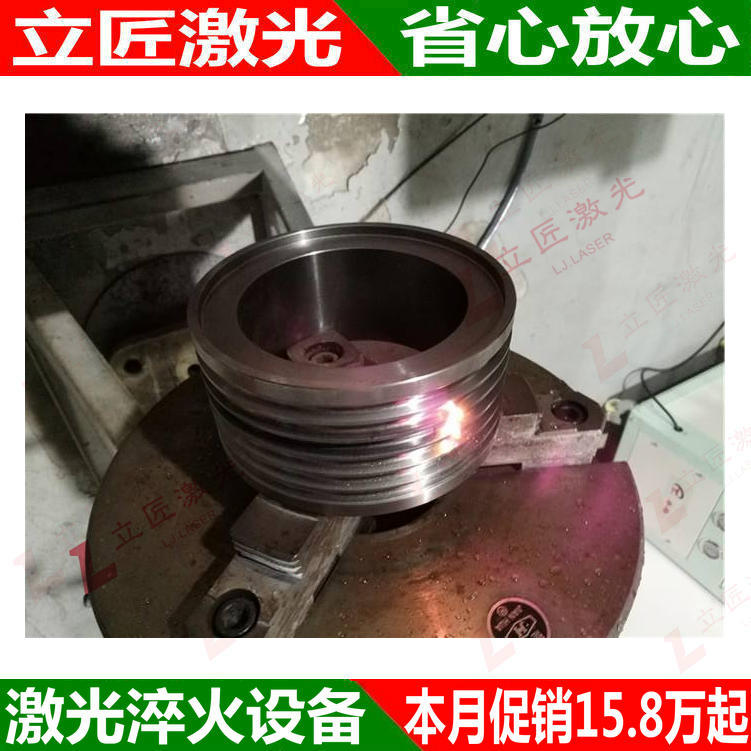
立匠激光将持续不断的聚焦于自动化激光焊接应用领域,坚持以客户的核心需求为目标,通过持续的技术创新、优异的产品、可靠的品质和良好的服务能力,持续为客户创造。我们希望通过长期努力奋斗,逐渐成长为在光通信领域、汽车零部件领域、消费电子领域、器械电子领域、航天军工电子领域等激光自动焊接设备的核心供应商。激光淬火工艺是可直接淬硬的材料如结构钢、调质钢和铸钢,以及各种不同种类的如片状石墨铸铁或球状石墨铸铁的工艺。工艺用途其含碳量至少要达到0.22%。但是,经渗碳的钢和预先经氮化的钢同样也可以进行淬火。在激光淬火时,激光束瞄准着被淬硬的部位或者局部的部位,只有很少量的热传导到构件。因此,使构件不致产生较大的变形,从而对淬硬工件只须进行很少的后续加工或甚至不再需要进行这种加工。工艺优点采用激光淬火工艺,对经过切削加工好的构件进行淬硬时产生的局部淬火变形是很小的,由此可使后续加工减少到程度或者完全免去这种加工,从而使模具在淬硬后可立即投入生产应用。激光束淬火设备可以扩展为激光粉末堆焊和激光焊丝堆焊。工艺特点这种淬火工艺特点是对环境友好和清洁。此外,给设计人员和生产规划人员打开了新的可能性。很多年来,激光淬火具有明显的经济效果。技术特质激光淬硬层的深度依照零件成分、尺寸与形状以及激光工艺参数的不同,一般在0.3~2.0范围之间。对大型齿轮的齿面、大型轴类零件的轴颈进行淬火,表面粗糙度基本不变,不需要后续机械加工就可以满足实际工况的需求。激光熔凝淬火技术 是利用激光束将基材表面加热到熔化温度以上,由于基材内部导热冷却而使熔化层表面快速冷却并凝固结晶的工艺过程。获得的熔凝淬火组织非常致密,沿深度方向的组织依次为熔化-凝固层、相变硬化层、热影响区和基材。激光熔凝层比激光淬火层的硬化深度更深、硬度要高,耐磨性也更好。该技术的不足之处在于工件表面的粗糙度受到一定程度的破坏,一般需要后续机械加工才能恢复。为了降低激光熔凝处理后零件表面的粗糙度,减少后续加工量,华中科技大学配制了专门的激光熔凝淬火涂料,可以大幅度降低熔凝层的表面粗糙度。进行激光熔凝处理的冶金行业各种材料的轧辊、导卫等工件,其表面粗糙度已经接近激光淬火的水平。质量优势激光淬火的功率密度高,冷却速度快,不需要水或油等冷却介质,是清洁、快速的淬火工艺。与感应淬火、火焰淬火、渗碳淬火工艺相比,激光淬火淬硬层均匀,硬度高(一般比感应淬火高1-3HRC),工件变形小,加热层深度和加热轨迹容易控制,易于实现自动化,不需要像感应淬火那样根据不同的零件尺寸设计相应的感应线圈,对大型零件的加工也无须受到渗碳淬火等化学热处理时炉膛尺寸的限制,因此在很多工业领域中正逐步取代感应淬火和化学热处理等传统工艺。尤其重要的是激光淬火前后工件的变形几乎可以忽略,因此特别适合高精度要求的零件表面处理。等温淬火工件加热后,淬入温度处于该钢种下贝氏体(B下)转变范围的介质中,保温使之完成下贝氏体转变,然后取出空冷,变温曲线如图2中的曲线4。等温温度对下贝氏体性能影响较大,温度控制要求严格。常用钢种的等温温度和时间列于表3。等温淬火工艺特别适用于要求变形小、形状复杂,尤其同时还要求较高强韧性的零件。中国常用钢种的等温温度和等温时间质量优势 激光淬火的功率密度高,冷却速度快,不需要水或油等冷却介质,是清洁、快速的淬火工艺。与感应淬火、火焰淬火、渗碳淬火工艺相比,激光淬火淬硬层均匀,硬度高(一般比感应淬火高1-3HRC),工件变形小,加热层深度和加热轨迹容易控制,易于实现自动化,不需要像感应淬火那样根据不同的零件尺寸设计相应的感应线圈,对大型零件的加工也无须受到渗碳淬火等化学热处理时炉膛尺寸的限制,因此在很多工业领域中正逐步取代感应淬火和化学热处理等传统工艺。尤其重要的是激光淬火前后工件的变形几乎可以忽略,因此特别适合高精度要求的零件表面处理。





