

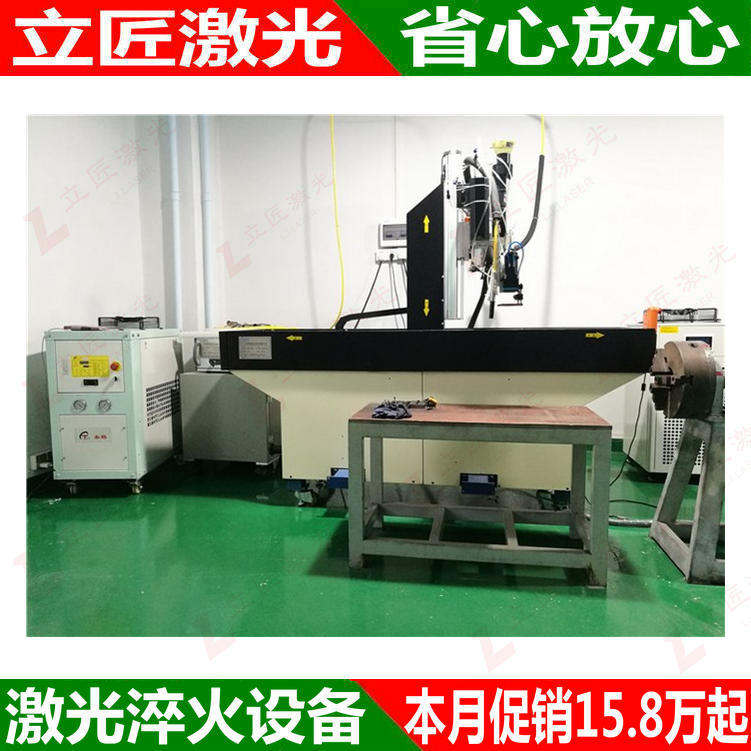
价格:118000.00起
0
联系人:
电话:
地址:
武汉立匠激光设备有限公司是国内一家从事精密自动激光设备设计,研发生产销售具有水平的自动激光焊设备制造商,公司始终为客户提供技术咨询、产品供应、解决方案、售前和维护一整套个性化服务。质量优势激光淬火的功率密度高,冷却速度快,不需要水或油等冷却介质,是清洁、快速的淬火工艺。与感应淬火、火焰淬火、渗碳淬火工艺相比,激光淬火淬硬层均匀,硬度高(一般比感应淬火高1-3HRC),工件变形小,加热层深度和加热轨迹容易控制,易于实现自动化,不需要像感应淬火那样根据不同的零件尺寸设计相应的感应线圈,对大型零件的加工也无须受到渗碳淬火等化学热处理时炉膛尺寸的限制,因此在很多工业领域中正逐步取代感应淬火和化学热处理等传统工艺。尤其重要的是激光淬火前后工件的变形几乎可以忽略,因此特别适合高精度要求的零件表面处理。激光器的选用要考虑以下几方面内容:1. 激光器输出好的光束质量,电光转换率,光纤数值孔径,以及模式及模的稳定性。2. 激光器输出功率稳定性。3. 激光器应具有高的可靠性,应能满足工业加工环境下的连续工作。4. 激光器本身应具有良好的维护性,有故障诊断和连锁功能;5. 操作简单方便。6. 设备销售厂商的经济和技术能力,可信程度。一定要避免因小失大。7. 设备易损件补充来源是否有保障,供应渠道是否畅通。分级淬火工件加热后,淬入温度处于马氏体点(ms)附近的介质(可用熔融硝盐、碱或热油)中,停留一段时间,然后取出空冷。变温曲线如图2中曲线3。分级温度应选择在该钢种过冷奥氏体的稳定区域,以保证分级停留过程中不发生相变。对于具有中间稳定区(“两个鼻子”)型TTT曲线的某些高合金钢,分级温度也可选在中温(400~600℃)区。分级的目的是使工件内部温度趋于一致,减少在后续冷却过程中的内应力及变形和开裂倾向。此工艺适用于形状复杂,变形要求严格的合金钢件。高速钢制造的工具淬火多用此工艺。常用钢种实际生产中,加热温度的选择要根据具体情况加以调整。如亚共析钢中碳含量为下限,当装炉量较多,欲增加零件淬硬层深度等时可选用温度上限;若工件形状复杂,变形要求严格等要采用温度下限。保温时间由设备加热方式、零件尺寸、钢的成分、装炉量和设备功率等多种因素确定。对整体淬火而言,保温的目的是使工件内部温度均匀趋于一致。对各类淬火,其保温时间终取决于在要求淬火的区域获得良好的淬火加热组织。加热与保温是影响淬火质量的重要环节,奥氏体化获得的组织状态直接影响淬火后的性能。-般钢件奥氏体晶粒控制在5~8级。激光淬火设备组成激光器用于激光淬火的设备 有半导体光纤输出激光器,光纤激光器,全固态激光器,其中半导体光纤输出激光器在淬火领域应用广。机床激光加工机床的加工的基本尺寸范围为:长 5.5 米,直径 Φ 2.6 米。工件,可加工的尺寸范围更大。本激光加工机床为双悬臂加工系统,可进行多工位的激光加工。机器人机器人可选国外和国产六轴机器人,可实现异形曲面和多角度加工。





