

价格:1000.00起
0
联系人:
电话:
地址:
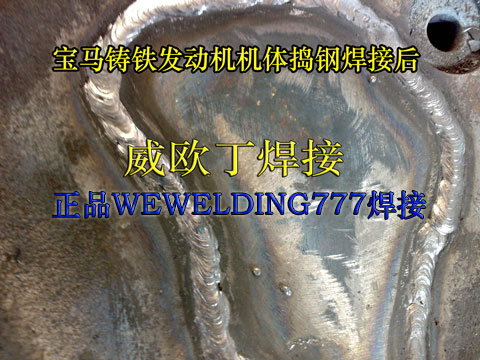
生铁焊接不裂开和焊接材料焊接工艺及焊接规范有关系,一般生铁焊接 采用如下几种焊接1、热焊工艺,用J506的焊条焊接,在焊接之前对母体做550度预热处理,快速焊接后埋石灰堆里面缓冷至常温取出。比较适合小件或者有热处理条件的铸造厂,焊接成本也比较低一些。2、冷焊工艺,用WEWELDING777铸铁焊条冷焊,让母体时刻保持常温状态,没有太大的高温热影响的前提下焊接,比较适合重要的铸铁设备的检修维修,抗裂性能会更加理想一些。焊接生铁铸铁焊接用普通的电焊机就可以,220V和380V的都可以,只是要根据工件的重要性选择相应的焊接材料和焊接工艺。如果是普通的生铁(指的是没有太大的价值的铸铁件)一般选用热焊的工艺,预热550度左右,然后用506的焊条焊接,时间稍微长一些。如果是重要的有价值的生铁件一般选用冷焊的工艺焊接,就是不用预热,不用保温处理,但是这个选用选用抗裂性能比较好的生铁焊条,比如WEWELDING 777铸铁焊条,然后采用缝补冷焊工艺焊接这种有修复价值的产品就安全,焊条直径选用3.2毫米直径,焊接电流100A左右,避免大的热输入量。不锈钢焊条焊条不 可以焊接生铁,生铁焊接主流是两种焊接方式方式一:是采用碳钢J506的焊条焊接,小电流焊接,采用热焊的模式,对母体做预热处理,焊后保温缓冷。方式二:是采用铸铁焊条焊接,这个时候采用抗裂性能稍微好一些的,比如WEWELDING777的铸铁焊条,这个时候就 可以采用冷焊的工艺,焊接的时候不用预热母体,焊接后不用保温处理,缩减了焊接工艺,一般使得铸铁设备的检修变得可能。铸铁掉了一块可以用普通的电焊机焊接的,就是不要胡乱选择焊条焊接,就是要一遍焊接成功,如果来回焊接的话很容把铸铁件报废,这种断口的首先要打好坡口,然后普通的生铁就用普通的铸铁焊条比如308,焊接预热到600度温度,然后焊后保温缓冷减少应力裂纹,如果是非常重要的铸铁设备或者零件,就用高抗裂的WEWELDING777铸铁焊条焊接,这种就不用预热和保温了,因为焊条成本要高一些,所以一般适合修复重要的铸铁零部件或者焊接重要的铸铁设备。





