

价格:10.00起
0
联系人:
电话:
地址:
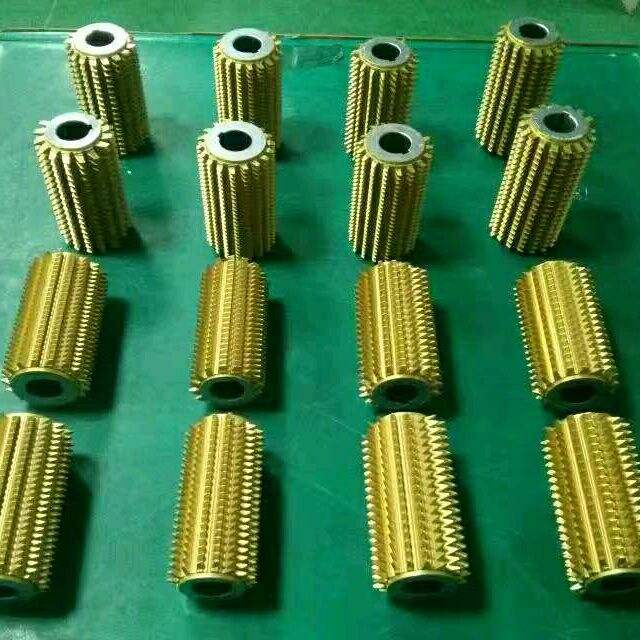
镀钛加工涂层是否越厚越好?镀钛加工涂层越厚其耐磨时间当然越长,但根据镀钛加工的PVD涂层厚度与基体的结合力成反比的联系,所以两者衡量之下,PVD涂层不能太厚。经验证,1~4µm是适合的涂层厚度。丝锥本身的质量情况对加工的螺纹孔有着直接的影响,因此在选用丝攻时,要留意几点: (一)丝攻的螺纹外表和容屑槽要光滑。如切屑、粘屑或锈蚀时,要消除洁净,以彻底阻止切削的扫除。丝锥的牙形和切削部分的刀齿要尖利,不得有崩刃、毛刺、碳伤等,否则在攻削时,就会粘屑和损坏螺孔外表粗糙度。 (二)机用丝攻的装夹部分要光整,对磨损严峻的要进行修磨;手用丝攻的方头棱角磨损后,应修磨小一号,避免攻丝时夹持不牢,发生打滑。 (三)要到达工件螺纹孔的精度,要选用相应精度的丝攻进行加工。 镀钛加工厂家总 结:丝攻和丝锥都是极易损坏的,这里介绍一些修理是的留意事项以进步丝攻和丝锥的试用寿命。镀钛加工模具镀钛中拉伸,冲压,丝攻介绍 精密冲压模具经纳米PVD涂层涂覆后表面可具有极低的摩擦系数,减少加工受力。模具经纳米PVD涂层涂覆后表面硬度可前进5到10倍,可大幅减少表面磨耗,特别是用于高精密加工时可获得非常优异的表面质量。冷冲成形及拉伸模具经纳米涂层涂覆后可明显下降摩擦力,明显减少加工中发生的刮痕及磨耗。因此可增加寿数,大幅下降出产本钱。镀钛加工中丝攻应该如何修磨 丝攻为一种加工内螺纹的,依照形状能够分为螺旋丝攻和直刃丝攻,镀钛加工中厂家依照运用环境能够分为手用丝攻和机用丝攻,依照规格能够分为公制,美制,和英制丝攻,依照产地能够分为进口丝攻和国产丝攻。一、镀钛加工厂对中丝攻的修磨。丝攻发作磨损和崩刃今后,能够通过修磨康复它的尖利性,一般情况下,主要是修磨刀齿前后角。 (一)镀钛加工对切削刃前面的修磨。当丝攻的切削刃经钝化或粘屑,因此下降其尖利性时,能够用柱形油石研磨切削刃的前面。研磨时,在油石上涂一些机油,油石掌握平稳,留意不要将刀齿的小园角。研磨后将丝锥清洗洁净。当丝攻的刀齿磨损到极限成崩刀齿时,可在刀磨上用片状砂轮修磨刀齿的前面。修磨好后,用柱形油石进行研磨,进步刀齿前面和容屑槽的粗糙度。 (二)镀钛加工对切削刃的后角的修磨。当丝攻的切削刃损坏时,可在一般砂轮上修切削刃后角。修磨时要留意切削锥的一致性。滚动丝攻时,下一条刃齿的刃尖不要触摸砂轮,避免将刀齿的刃尖磨掉。镀钛加工的PVD涂层和镀铬、镀镍的原理是否相同?镀铬和镀镍镀钛加工是通过一般的电解原理制造的涂层,但PVD涂层镀钛加工是通过等离子体的堆积技能。PVD涂层可以在1~10µm的规模,控制精度在0.5µm以内,而电镀工艺必定无法抵达这样的规模。镀铬的硬度约为Hv1000,而PVD涂层硬度可抵达Hv4000以上。



