

价格:88.00起
0
联系人:
电话:
地址:
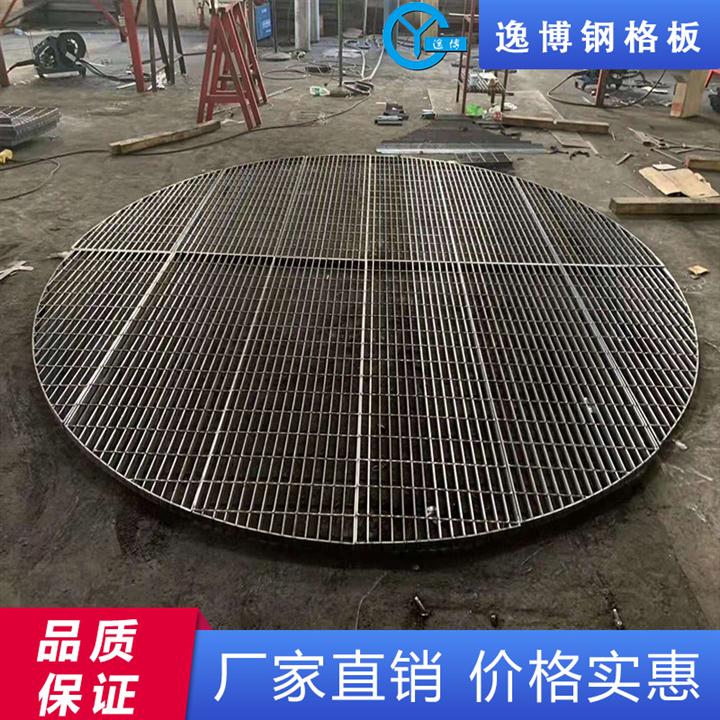
公司严格按中国GB700-88钢材标准、钢格板YB/T4001—2007标准生产。格栅板机器压焊使用高压电阻压焊机,机械手自动将横杆横放在均匀排列的扁钢上,通过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度极高的高品质钢格板。该焊接工艺受设备和电流电压匹配的影响,一般双杆的焊接比单杆的强度高,该焊接工艺还与原料扁钢的高低有关系,扁钢宽度误差大可能影响焊接强度,使强度不一致;该工艺存在的缺陷是假焊和虚焊,假焊和虚焊容易使横杆剥脱。焊接工艺因设备设备的额定容量,截面较大的重型钢格板无法生产。该焊接工艺的设备额定容量低于800KVA的一般只能做4厚度以下的扁钢钢格板,1250KVA的一般能做5~6厚度的扁钢钢格板。格栅板手工制作的钢格板有压锁、焊接、互锁免焊等。手工制作焊接的钢格板是先在扁钢上冲孔或槽口,然后将横杆放入孔中点焊,横杆与扁钢会存在空隙,横杆与扁钢每个接触点都进行焊接,横杆密的也可以隔点焊。该生产工艺比较灵活、产品多样化、基本上可以生产全系列钢格板,在重型上有优势;因焊接全部人工手工焊接,容易焊接不牢固、漏焊、假焊,产生假焊和漏焊降低强度。格栅板标识方法:用国际化学元素符号和本国的符号来表示化学成份,用阿拉伯字母来表示成份含量: 如:中国、 12CrNi3A 用固定位数数字来表示钢类系列或数字;如:美国、日本、300系、400系、200系; 用拉丁字母和顺序组成序号,只表示用途。格栅板操作方法:依照排版设计图的要求准确定位放线;将钢格栅板按排版设计的编号分区域就位,同时分区域安装,完成一个区域后进行下一个区域的安装,每个区域内应由中间向两边开展;安装时根据规范要求严格控制钢格栅板之间、钢格栅板与其他结构之间的间距;钢格栅板就位后先用安装夹做临时固定,经偏差测量并进行校正后再做后固定;钢格栅板按图示方向排列,遇到H型钢柱时钢格栅板开口,开口处用钢板作100(高)×6踢脚板。无锡逸博钢格板有限公司将一如既往地以优惠的价格、好的产品为工程项目提供的服务。





