

价格:面议
0
联系人:
电话:
地址:
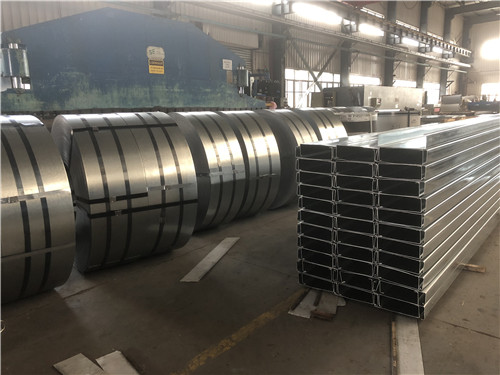
钢结构件热镀锌材料的组合不同成分的材料(有些钢材含有过多的碳、磷、锰、硅等)或不同表面状态。的材料组合在一起时,将很难得到外观均匀的镀层。应尽量避免新旧钢材或铸件与轧制钢件同时使用在同一镀锌构件中。表面过度锈蚀的钢材或者铸钢件,不应与表面为光滑洁净机械加工面的钢材混合使用于同一镀锌构件中,因为它们所需的酸洗时间不同,一起酸洗可能导致光滑洁净的机械加工表面过酸洗。铸件,乳制件以及不同表面状态的材料应该分开镀锌,镀锌后再组装起来。如果同一构件不可避免地要采用不同表面状态的材料,则构件的非机械加工表面在酸洗前,应些。这是因为喷砂除锈使钢的表面变得粗糙,从而增加铁与液态锌反应的表面积,使铁与液态锌的反应程度加大,铁锌合金层增厚。有时合金层会生长到镀层表面,使镀层呈不光亮的灰色外观。附着力热镀锌层应有足够的附着力,保证镀件在正常的搬动、装卸、运输、安装过程中经受碰撞时,镀锌层不会开裂或剥离。而镀件安装后,一般不会再经受尖锐硬物的猛烈撞击,在使用过程中不会再剥离脱落。GB/T 13912-2002中指出: "一般厚度的热镀锌工件在正常工作条件下应没有剥落和起皮现象。镀锌后再进行弯曲和变形加工产生的镀层剥落和起皮现象不表示镀层的附着力不好。若需方有特殊要求,必须测试附着力,则由供需双方协商”,而在GB 2694-2003中则明确规定镀层要”经锤击试验,锌层不剥离不凸起。”锤击试验的条件比较苛刻,能经受锤击试验的镀层附着力肯定没有问题原英、日标准中说明附着性的试验方法由供需双方议定,可用锤击试验。在美国ASTM标准中,以前曾规定协商采用锤击试验,但1989年已将其取消。附着力的试验可采用硬刀试验,若锌层附着性良好,锋利的刀刃或尖刀用力铲入时,只能铲出切屑,不会有整片锌层崩落而露出铁基体。硬刀试验可用于所有类型的镀锌件,而锤击试验只适用于表面平整且较厚的工件,如原日本标准规定适用于8mm以上的工件,以前的美国标准也规定适用于5/16in (7.94mm)以上的厚件。采用低硅钢的镀锌件,镀层厚度适中,合金层较薄而纯锌层较厚,锤击试验一般均无问题。近年来由于硅镇静钢的普及,镀层超厚较为多见,且镀层中铁锌合金层较厚,甚至几乎占据整个镀层。由于铁锌合金的性能较脆,这些镀层可能经受不起锤击试验,但使用中并无问题。实际应用中的产品举例说明如下:基板选用:AZ(镀铝锌量g/m2;) G345A度 镀铝锌钢板(55%铝、43%锌与1.6%硅)耐蚀数据:5%NaCL 35℃,1000Hrs,Field良好,Scribe No Blister 2mm以下Q.U.V时:2000hrs,色差X.2,光保持率90%以上以上数据表明,宝钢镀铝锌彩钢卷(AZ,G345A,PVDF)非常适用于极端环境下的建筑或其他设施,极具耐蚀和耐气候性,且此种钢板各大钢厂均可保证20年以上的使用寿命。另外度钢板在国外已普遍使用,具有较好的经济性,也是国内的发展趋势。以上可以看出镀铝锌70克单面镀层厚度大于镀锌100克,且铝锌合金特殊结构,提供了更好的耐久性。另外,在优越的耐久性前提,同等重量的情况下,1吨宝钢镀铝锌彩钢卷的长度要大于镀锌彩涂板的长度,从而具备更好的经济性。其他设计要求镀锌件结构设计时,除考虑前面讨论的排气、进排液和防止变形的要求外,还应注意,三维构件占据的空间较大,二维构件热镀锌和运输比三维构件经济、方便。对于体积大而质量小的构件,不但合理设计排气和进排液通道比较麻烦,而且会增加镀锌和运输成本。超长或超宽的构件虽然可以分段先后两次镀锌,但将会增加镀锌成本并影响镀锌质量。间隙配合件之间需要预留设计间隙以容纳镀锌层。





