产品规格:
产品数量:
包装说明:
关 键 词:株洲节能料斗厂家
行 业:塑料 塑料机械 塑料挤出机
发布时间:2020-11-23
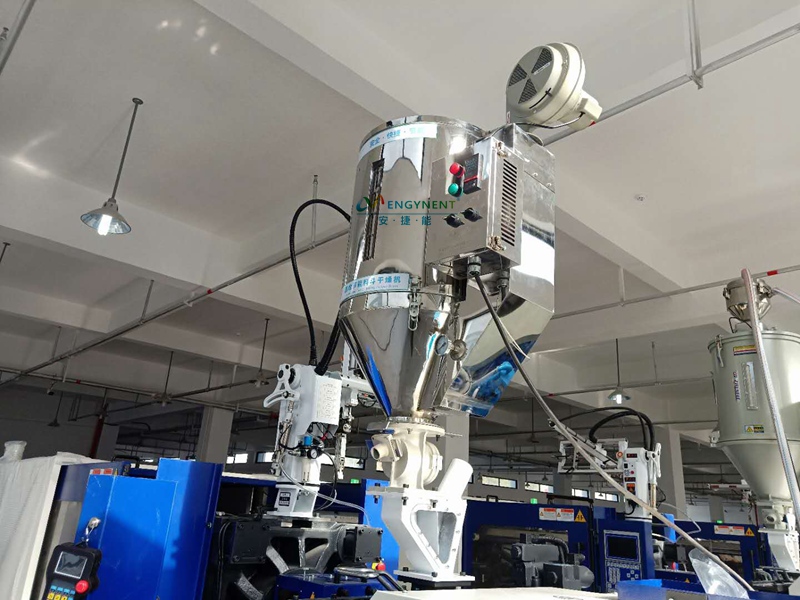
料斗干燥机是注塑机标配的一种有效且经济的干燥塑料材料的装置,可以简单地干燥塑料颗粒中的水分,提升产品的质量。青岛中邦凌电器有限公司经过多年的节能改造经验,针对普通料斗干燥机耗电量大、热量散发大、表面温度高、使用寿命短的缺点,研发出安捷能牌高效节能料斗干燥机,具有整机不锈钢机身、气凝胶毡保温层、高寿命加热管、PID智能温控的设计,可以实现30%以上的节能率、表面温度低于40℃、使用寿命长、耐腐蚀、不污染塑料颗粒的优点,可以直接替换原料斗干燥机。
PE-HD 高密度聚乙烯
典型应用范围:
电冰箱容器、存储容器、家用厨具、密封盖等。
注塑模工艺条件:
干燥:如果存储恰当则无须干燥。
熔化温度:220~260℃。对于分子较大的材料,建议熔化温度范围在200~250℃之间。
模具温度:50~95℃。6mm以下壁厚的塑件应使用较高的模具温度,6mm以上壁厚的塑件使用较低的模具温度。塑件冷却温度应当均匀以减小收缩率的差异。对于的加工周期时间,冷却腔道直径应不小于8mm,并且距模具表面的距离应在1.3d之内(这里“d”是冷却腔道的直径)。
压力:700~1050bar。
速度:建议使用高速。
流道和浇口:流道直径在4到7.5mm之间,流道长度应尽可能短。可以使用各种类型的浇口,浇口长度不要超过0.75mm。特别适用于使用热流道模具。
PE-LD 低密度聚乙烯
典型应用范围:
碗,箱柜,管道联接器
注塑模工艺条件: 干燥:一般不需要
熔化温度:180~280℃
模具温度:20~40℃,为了实现冷却均匀以及较为经济的去热,建议冷却腔道直径至少为8mm,并且从冷却腔道到模具表面的距离不要超过冷却腔道直径的1.5倍。
压力:可到1500bar。
保压压力:可到750bar。
速度:建议使用快速速度。
流道和浇口:可以使用各种类型的流道和浇口。PE-LD特别适合于使用热流道模具。
PC 聚碳酸酯
典型应用范围: 电气和商业设备(计算机元件、连接器等),器具(食品加工机、电冰箱抽屉等),交通运输行业
(车辆的前后灯、仪表板等)。
注塑模工艺条件:
干燥处理:PC材料具有吸湿性,加工前的干燥很重要。建议干燥条件为100℃到200℃,3~4小时。加工前的湿度必须小于0.02%。
熔化温度:260~340℃。
模具温度:70~120℃。
压力:尽可能地使用高压力。
速度:对于较小的浇口使用低速,对其它类型的浇口使用高速。
ABS注塑模工艺条件:
干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。建议干燥条件为80~90℃下少干燥2小时。材料温度应保证小于0.1%。
熔化温度:210~280℃;建议温度:245℃。
模具温度:25~70℃。(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
压力:500~1000bar。
速度:中高速度。