产品规格:
产品数量:
包装说明:
关 键 词:三亚螺旋管电话
行 业:建材 管材管件 无缝管
发布时间:2020-11-06
钢管全长相对于直线的总偏离应≤0.2%的钢管总长度。
在每个管端1000mm长度上相对于直线的局部偏离应≤4.0mm
方法:可采用拉紧的细金属丝沿钢管的侧表面从一端拉至另一端,测量钢管侧表面至直线的偏差
至少每4h测量一次
管端坡口
坡口角 30°~35°
钝边 1.6±0.8
方法:用焊缝检验尺测量,坡口角度和小值两个极限处记录读数。
50%随机抽查
切 斜(mm)
<1.6mm
方法:用直角尺测量,将直角尺的短直角边放置在管壁上,并使大部分接触,另外一直角边贴紧管端自然垂下,测量垂下的边与管端钝边之间的间隙,转动管子沿管端周均布连测三下,记录间隙。
60%随机抽查
错边(mm)
T≤15.0mm 允许错边1.5mm
15.0<T≤25.0 允许错边0.1T
T>25.0 允许错边2.5
这些限制同样适用于钢带/钢板对头焊缝。
方法:用焊缝检验尺或深度游标卡尺测量,测量方向应垂直于焊缝。
50%随机抽查
焊缝余高(mm)
T≤13.0 内焊余高值3.5,外焊缝余高值3.5
T>13.0内焊余高值3.5,外焊缝余高值4.5
管端至少100mm范围内的内焊缝余高去除,使得焊缝不高出临近钢管表面0.5mm
方法:目测焊缝成型情况,选择有代表性部位,用焊缝检验尺或深度游标卡尺测量,测量方向应平行于管子轴线。
50%随机抽查
咬边
1深度>0.4mm但≤0.8mm的咬边
应接收,只要:
1) 单个长度≤0.5T,且
2) 单个深度≤0.1T,且
3) 在任意300mm长度的焊缝上,这样的咬边不超过两个,且
4) 所有这些咬边都按表面缺陷修磨法进行了修磨处理。
2深度≤0.4mm的咬边应接收(不考虑长度),且按表面缺陷修磨法进
行了修磨。
3超过1规定的咬边判为缺陷按不可修整表面缺陷的方法进行修补处理
静水压试验
逐根试验,D≤457mm的焊接钢管压力保持时间不少于5S,D>457mm的焊接钢管的压力保持时间不少于10S
无损检验
逐根全长100%X检验或距管端小长度203mm以外的焊缝100%超声波检测、加对头焊缝、丁字焊缝和管端203mmX射线检验
钢管焊缝外观质量
不得有烧穿、断弧、裂纹、气孔、孤坑、咬边成型不良等缺陷。
钢管表面质量
钢管表面不得有裂缝、结疤、折叠以及其它深度超过标称壁厚下偏差的缺陷。
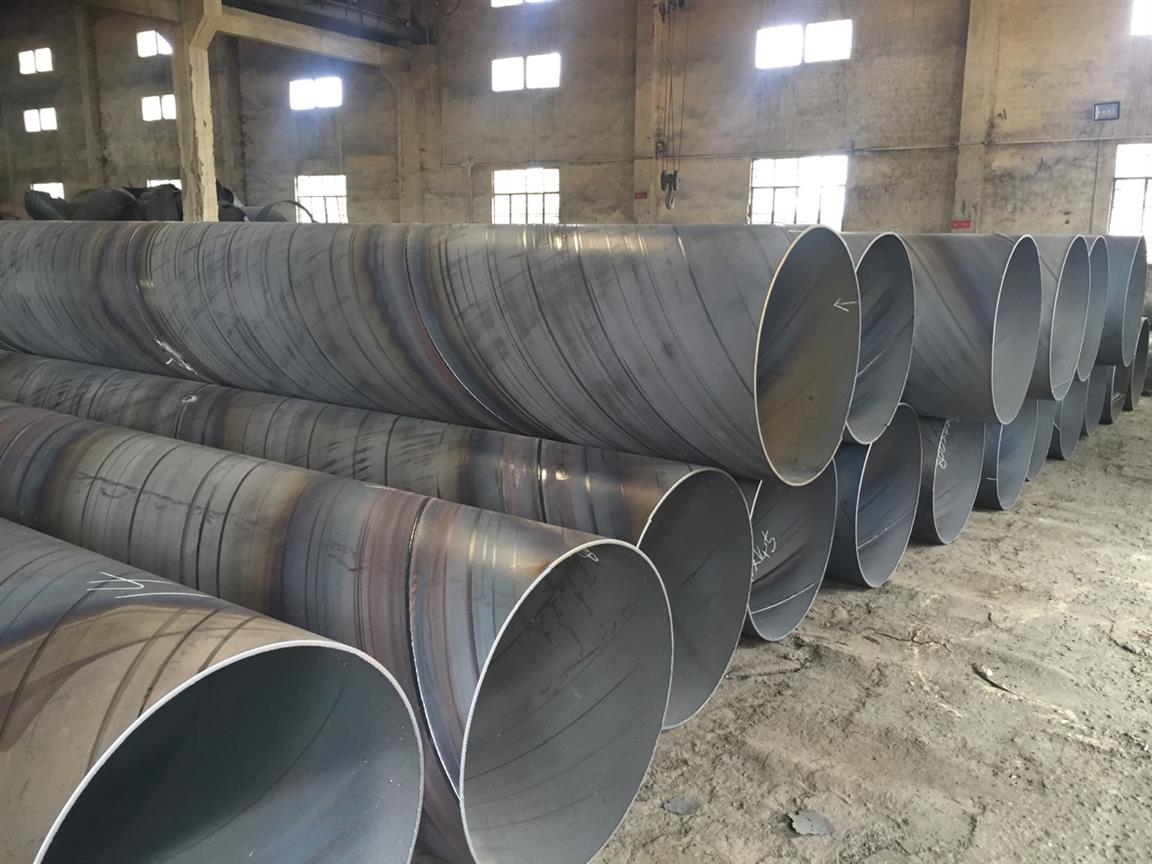
螺旋管特点:直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋钢管在存储过程中可能会出现生锈的现象,如果涂防腐材料,需要先去除铁锈。一般手开工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈成效不幻想,达不到防腐施工请求的锚纹深度酸洗。因为工艺特殊性,螺旋管则错开了管材抗冲击才能较低的方向,使螺旋管焊缝长的优势改变成上风。螺旋管的防腐办法也从抑止其中某一进程。在在管道外壁加防腐涂层,可增大回路电阻,添加腐蚀电流;外加直流电源,使钢管对土壤构成负电位、构成阴极保护,可消弭阴阳极电位差,从基本上中止阴阳极进程的中止。运用钢丝刷等工具对钢材外表中止打磨,能够去除松动或翘起的氧化皮、铁锈、焊渣等。河南远中装备制造股份有限公司专业生产各类防腐螺旋钢管,质优价廉,欢迎选购!
螺旋管的常用标准一般分为:SY/T5037-2018(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)。
分类
承压流体输送用螺旋缝埋弧焊管主要用于输送石油、天然气的管线,钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。