产品规格:
产品数量:
包装说明:
关 键 词:一出一管材生产线
行 业:塑料 塑料机械 塑料挤出机
发布时间:2020-10-29
牵引速度
再挤出操作中牵引速度的调节很重要,物料经挤出熔融塑化,从机头连续挤出后被牵引,从而进入定型装置、冷却装置、牵引装置等,牵引速度应与挤出速度相匹配。一般在正常生产时,牵引速度应比管材的挤出速度快1%~10%左右。
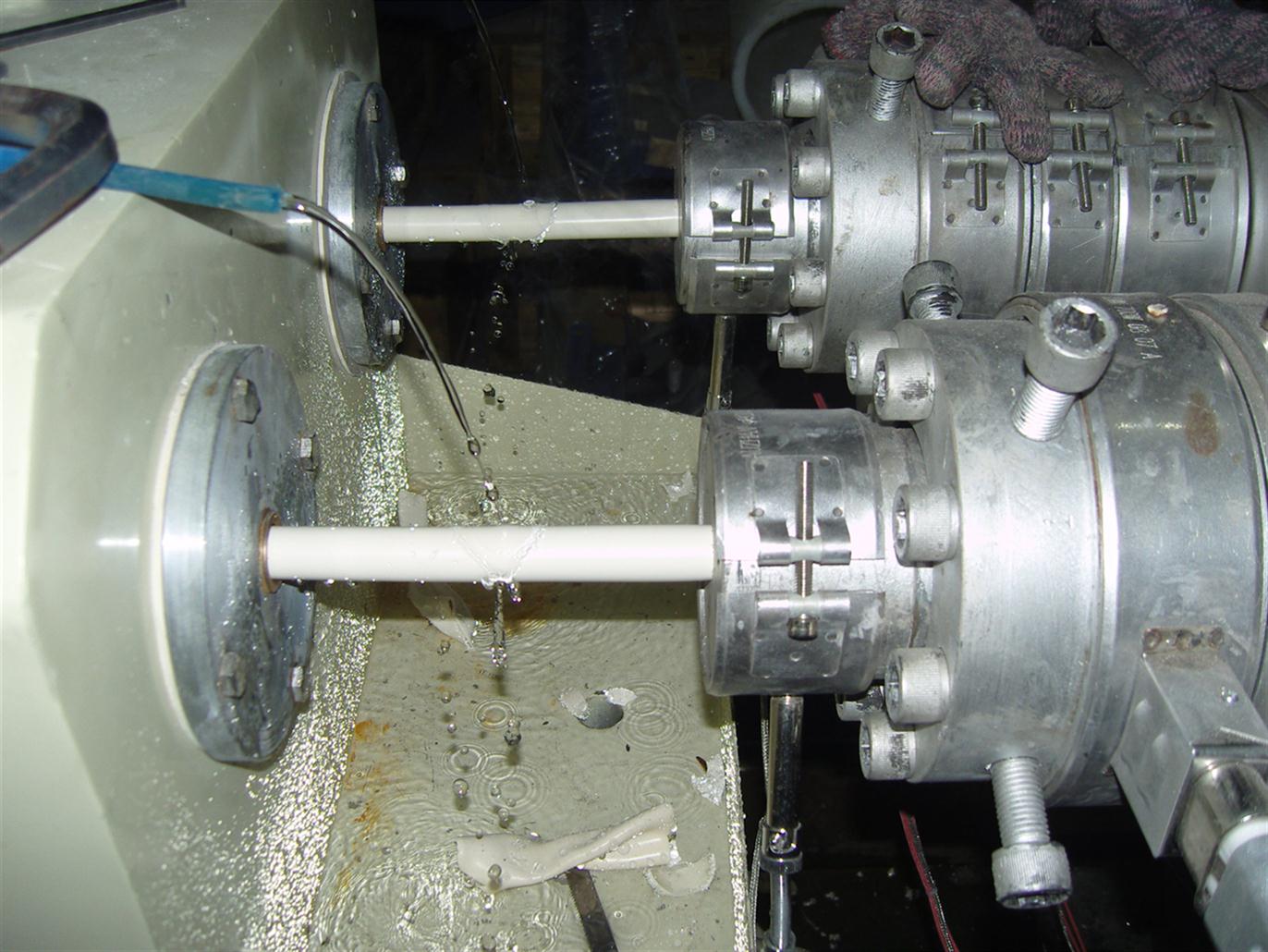
一出二PVC管材生产线特点
(一)由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。
(二)装有定量加料装置,使挤出量与加料量能够匹配,确保制品稳定挤出。
(三)在定量加料装置中用户应加磁性体,防止铁性杂物掉入,保护螺杆。
(四)由于螺杆呈锥形状,小端为计量段,横截面积小,轴向力较小,反之大端处空间大,能安装承受较大轴向负荷力的轴承。
(五)设置分配齿轮箱,驱动力矩通过分配齿轮箱均匀地分配给每根螺杆。
(六)机筒加热采用铸铝电加热器,使用寿命长,装拆方便。
(七)机筒冷却采用强力风冷,温度波动小。
(八)采用交流变频调速装置使主电机无级调速,转速稳定,调速方便。
(九)变频器有多种保护措施,以防止机件的损坏。
锥形双螺杆挤出机特点:硬质PVC管材扩口设备。
检查机筒、机头等加热圈是否有损坏;调整定径套进水流量;