产品规格:
产品数量:
包装说明:
关 键 词:阿坝跑车带锯机规格
行 业:机械 雕刻切割设备 雕版机
发布时间:2020-10-27
4.从锯条的中间部位开始,向背缘方向碾压,直碾压到后口界处为止。然后,再从锯条的中间部位开始,向齿缘方向碾压,直至到前口界处为止。
5.从锯条的前口界处开始,向背缘方向排辊碾压,直至到后口界为止。
6.从锯条的后口界处开始,向齿缘方向排辊碾压,直压倒前口界处为止。
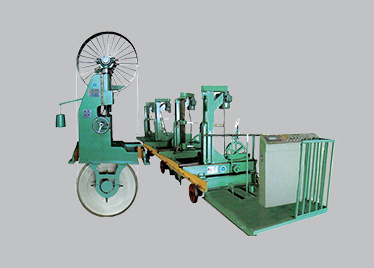
MJ3215B型、MJ3212B型、MJ32 10型全、半自动跑车
MJ3215B、MJ3212B、 MJ3210Semi-Auto carriage machine
主要技术参数(Main specification):
1、卡木桩有效行程(mm) : 900~ 1500
1. Valid stroke of wood block:900~ 1500 (mm)
2、锯切圆木直径(mm): φ 900~ φ 1800
2. Мах. d?аmеtеr оf wооd: ф 900~ ф 1800 (mm)
3、扎钩有效高度(mm) :800~ 1300
3. The effective height of tie hook : 800~ 1300 (mm)
4、机床总功率(kw): 53.3~72.1
4. Total power of machine tool:53. 3~72.1 (Kw)
5、机床外型尺寸(mm):7200X ( 3200~5000) X ( 2350~ 3750 )
5. Overall Dimension:7200X (3200~ 5000)X (2350~3750) (mm)
6、机床重量(kg) : 5600~9800
6. Total weight:56OO~ 9800 (Kg)
木工带锯机的锯条适张度的碾压可分为两个阶段进行,个阶段为粗压阶段,即俗称为“跑大圈”的通压阶段。在粗压阶段主要是要达到两个目的,其一是使锯条全身的适张度基本达到技术要求,适张度给到70~80%。其二是使锯口的松紧度基本达到技术要求。
1.从锯条的中间部位开始,分别向前后两侧缘排滚碾压,齿缘方向直压至前口界为止,背缘方向直压至后口界为止。
2.从锯条的前口界和后口界分别向中间部位碾压。
3. 从锯条的中间部位开始,向齿缘方向排辊碾压,直碾压到前口界处为止。然后,再从锯条的中间部位开始,向背缘方向排辊碾压,直压倒后口界处为止。
3. 移动工作台为双层复合结构。其纵向(X方向)移动由步进电机驱动滚动丝杆在导轨上移动,导轨为三角形和平面组合型;其横向(Y方向)移动由步进电机驱动滚动丝杆在导轨上移动,导轨为直线滚动导轨;移动工作台上放置待加工的板材工件,用气缸夹紧,可作X和Y方向组合的复合运动,从而形成所需轮廓加工曲线轨迹。工作时控制三只步进电机的三轴联动,便可在实现曲线锯切
轨迹的同时,保证锯条在锯切位置上始终与曲线保持相切。