产品规格:
产品数量:
包装说明:
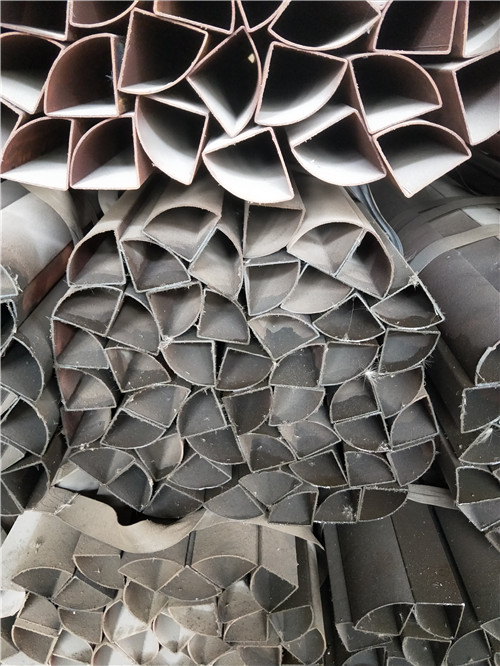
关 键 词:扇形管价格
行 业:冶金 钢材 管材
发布时间:2020-07-04
滚压和冷拔扇形管的区别
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使扇形管工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使扇形管工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
异型钢管常用模具型号系列:扇形管:15*15、20*20、30*30、40*40、45*45、60*60、50*50、80*80元宝管:22*68、25*62、30*68、25*70面包管:40*100椭圆管:20*40、25*50扁圆管:28*70、25*68、15*30梅花管:25*68、28*78 8字管:70*63双筋管:25*78双元宝管:27*100、47*98D型管:D36、D40、D43、D50、D58六角钢管规格齐全6-500冷轧带钢:宽40-252mm厚0.4-3.0mm等等各种异型钢管,来图纸订做。三角管76*76*76三角圆弧管76*76*76面包管 38*70 22*35 八角管38*55 P形管30*50、30*80、40*60等。
扇形管的成型方法,主要包括冷拔法、冷轧法、冷弯法、斜轧法、挤压法、推挤法、滚压法、辊拔法、推轧法、连轧法、旋轧法、热轧法以及联合成型法等。今天我们就来为大家介绍一下,影响扇形管轧制压力的八点因素:
(一)轧辊直径在其他条件一定时,随着轧辊直径的加大,扇形管的接触面积增加,同时接触弧长增加,外摩擦的影响加剧。因而,轧制压力增大。
(二)轧件厚度随着管材厚度的增加,轧制压力减小。反之,轧件越薄,轧制压力越大。
(三)扇形管的轧制压力会随着摩擦系数而增加,外摩擦影响加大,平均单位压力增加,轧制压力就会增大。
(四)热轧时随着轧制速率的增加,变形抗力增加。冷轧时随着变形速率的增大、轧件温度的升高,变形抗力有所降低。
(五)压下量在轧辊直径和摩擦系数相同的条件下,随着压下量的增 加,轧件与轧辊的接触面积加大,轧制压力增加。同时接触弧长增加,外影响加剧,平均单位压力增加,轧制压力也随之增大。
(六)轧件宽度随着扇形管宽度的增加,接触面积增加,轧制压力增大。
(七)轧制温度随着轧制温度的升高,变形抗力降低,平均单位压力降低,轧制压力减小。
(八)扇形管在相同条件下,其化学成分不同,金属的内部组织和性能不同,轧制压力也不同。
直角扇形管是怎样加工的
直角扇形管广泛用于各种结构件、工具和机械零部件。和圆管相比,扇形管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。六角钢是型钢的一种,也称之为六角棒,截面为正六边形的棒材。以对边长度S为标称尺寸。
内钢企成品材生产利润较为可观,也就导致了管厂开工率基本维持在5-7成左右,大点的钢厂库存量基本接近上万吨。
-/gbaiihd/-