产品规格:
产品数量:
包装说明:
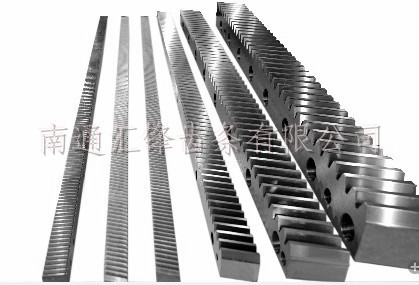
关 键 词:青海非标齿条生产厂家
行 业:机械 其他行业专用设备
发布时间:2020-07-03
齿槽是齿轮的齿与齿间的凹陷部分。
齿轮上两相邻轮齿之间的空间称为齿槽或齿间。齿槽的大小以槽宽来表示,齿槽宽可分为端面槽宽和法向槽宽两种。
(1)端面齿槽宽 (槽宽)——在端平面 上,一个齿槽的两侧齿廓之间的分度圆弧长,以字母e表示。对任意圆周上的槽宽则以字母ei表示。
(2)法向齿槽宽(法向槽宽)——在斜齿轮的一个齿槽内,其两侧齿线的法向螺旋线 位于该齿槽内的弧长,称法向槽宽。
齿条设计方法
齿条为主动件、齿轮为从动件
1、根据载荷确定模数m(在《机械设计手册》里查m的值)
2、确定从动件齿轮的分度圆直径D,D=mz(式中,z为齿轮的齿数)
3、齿轮的齿数需要根据载荷的扭矩、结构来综合考虑,扭矩大时,齿轮的齿数可选大一点,这样的齿轮直径就大一点,反之可以将直径做得小一点。4、确定了齿轮的分度圆直径D后,就可以算出分度圆直径的周长,假设为L
5、L就是齿条的有效长度,考虑此条的运行和安装,一般,实际的长度应该大于L,具体大多少,在结构设计时考虑就可以了。
一种齿条的加工方法,针对高硬度、高精度齿条加工,包括对材料进行热处理、加工齿形和堆焊铜层,采用两次齿形热处理和两次线切割齿形,其中,一次热处理以消除齿条材料的内应力,然后进行一次线切割齿形,齿形留有1~2mm余量;二次热处理使齿形达到硬度要求,再对齿条的两端进行堆焊铜层,在车、磨外圆后,进行二次线切割齿形,达到齿条与外圆同轴。本发明通过两次热处理和两次线切割齿形的交替进行,使制得的齿条既克服40Cr热处理后材料淬透性的问题,达到硬度要求,又保证了齿形的精度;同时提高了齿形与外圆的同轴度。在保证齿形整体硬度要求的同时,使齿形精度符合设计要求,提高齿条的加工质量。
齿轮齿条加工方法:(1)滚齿(2)插齿(3)剃齿(4)磨齿(5)珩齿。
滚齿
用齿轮滚刀按展成法加工齿轮、蜗轮等的齿面。
在滚齿机上用齿轮滚刀加工齿轮的原 理,相当于一对螺旋齿轮啮合的原理。
滚刀实质上是一个螺旋角很大的螺旋齿 轮,因为齿数很少 (单头滚刀齿数K=1), 牙齿又很长,可以绕轴线很多圈,所以成了 一个螺旋升角很小的蜗杆——滚刀基本蜗 杆。经过开槽和铲齿后,这个蜗杆便成为具 有切削刃和前、后角的齿轮滚刀了。
-/gbajdhf/-