张家港台湾进口铝型材防护帘产品优价格低 制造工艺优
价格:10.00起
随着铝型材行业的快速发展,国内优秀的铝型材生产企业愈来愈重视对行业市场的研究,特别是对企业发展环境和客户需求趋势变化的深入研究。正因为如此,一大批国内优秀的铝型材品牌迅速崛起,逐渐成为铝型材行业中的翘楚!
2012年国内工业铝型材市场需求将超过400万吨。未来,铝型材在工业领域的应用空间将十分巨大,在我国现有的124个产业部门中,有113个部门使用铝制品,比重为91%。
铝合金门窗知识
一、铝合金门窗定义
1 、铝合金门:由铝合金建筑铝型材制作的框、扇结构的门。
2、 铝合金窗:由铝合金建筑铝型材制作的框、扇结构的窗。门窗一般命名为“型号+功能形式”,比如:60系列内开内倒窗。门窗系列名称一般是以铝型材边框的宽度来命名。
二、按功能形式分有:
1、推拉:包括推拉窗、推拉门、内倒推拉门、提升推拉门;
2、平开:包括内平开、外平开、内开内倒窗、上悬窗、下悬窗;
3、折叠门窗;
三、铝合金门窗特点
铝合金门窗较之木质装饰门窗以及渐被淘 汰的普通空腹或实腹钢门窗具有突出的使用性能,其风压强度性能、空气渗透性能、雨水渗漏性能、空气声隔声性能、隔热保温性能及启闭性能等,均达到的国家标准规定;且由于铝合金材质的特点,使其加工制作、铝型材装配及制品安装可以达到较高的精度,为建筑围护结构的节能设计及使用安全等标准要求提供了重要和必要的条件。
四、铝合金窗与塑钢窗比较说明
1.档次上的差别:国内的铝合金断热窗和塑钢窗是分别适合于不同建筑的消费群体,统计资料显示,塑钢窗适用于一般低层住宅,往往这种档次的产品的消费者对该产品的质量要求不是很高,而高性能断热铝合金窗则适用于各类高度、各类档次建筑,且质量、寿命性能都经受得住高标准考验。
2.性能上的差别:二者节能效果相近;但是由于材质的区别,塑钢窗使用一段时间之后容易发生变形,密封性能不如高性能铝合金窗。
3.寿命上的差别:由于材质的强度和弹性模量及耐磨性能差别较大,使高性能铝合金窗使用寿命往往大于塑钢窗的使用寿命。
4.价格上的差别:一般说来,高性能铝合金窗价格通常比塑钢窗的价格要高一些。但从长远考虑,高性能铝合金窗价格虽然高,但使用年限长;而塑钢窗虽然价格较便宜,但使用年限短。因此,综合价格比相当。
综上所述,高性能铝合金窗更具竞争优势。
五、玻璃幕墙简介
玻璃幕墙的命名一般以立柱(主梁、主龙骨)的宽度来命名,比如立柱的宽度为155MM,即155系列。 玻璃幕墙有明框、全隐、半隐(横明竖隐、竖明横隐)等。
1. 建筑铝型材(分为门窗和幕墙二种).
2. 散热器铝型材。
3.一般工业铝型材:主要用于工业生产制造用的,如自动化机械设备、封罩的骨架以及各公司根据自己的机械设备要求定制开模,比如流水线输送带、提升机、点胶机、检测设备、货架等等,电子机械行业和无尘室用得居多。
4、轨道车辆结构铝合金型材:主要用于轨道车辆车体制造。
5、装裱铝型材,制作成铝合金画框,装裱各种展览、装饰画。
按合金成分
可分为1024、2011、6063、6061、6082、7075等合金牌号铝型材,其中6系的为常见.不同的牌号区别在于各种金属成分的配比是不一样的,除了常用的门窗铝型材如60系列、70系列、80系列、90系列、幕墙系列等建筑铝型材之外,工业铝型材没有明确的型号区分,大多数生产厂都是按照客户的实际图纸加工的.
几乎各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。气焊和焊条电弧焊方法,设备简单、操作方便。气焊可用于对焊接质量要求不高的铝薄板及铸件的补焊。焊条电弧焊可用于铝合金铸件的补焊。惰性气体保护焊(TIG或MIG)方法是应用广泛的铝及铝合金焊接方法。铝及铝合金薄板可采用钨极交流氩弧焊或钨极脉冲氩弧焊。铝及铝合金厚板可采用钨极氦弧焊、氩氦混合钨极气体保护焊、熔化极气体保护焊、脉冲熔化极气体保护焊。熔化极气体保护焊、脉冲熔化极气体保护焊应用越来越广泛(氩气或氩/氦混合气)
焊前准备
1、焊前清理:铝及铝合金焊接时,焊前应严格清除工件焊口及焊丝表面的氧化膜和油污;
1)化学清洗化学清洗效率高,质量稳定,适用于清理焊丝及尺寸不大、成批生产的工件。可用浸洗法和擦洗法两种。可用丙酮、汽油、煤油等有机溶剂表面去油,用40℃~70℃的5%~10%NaOH溶液碱洗3 min~7 min(纯铝时间稍长但不超过20 min),流动清水冲洗,接着用室温至60℃的30%HNO3溶液酸洗1 min~3 min,流动清水冲洗,风干或低温干燥。
2)机械清理:在工件尺寸较大、生产周期较长、多层焊或化学清洗后又沾污时,常采用机械清理。先用丙酮、汽油等有机溶剂擦试表面以除油,随后直接用直径为0.15 mm~0.2 mm的铜丝刷或不锈钢丝刷子刷,刷到露出金属光泽为止。一般不宜用砂轮或普通砂纸打磨,以免砂粒留在金属表面,焊接时进入熔池产生夹渣等缺陷。另外也可用刮刀、锉刀等清理待焊表面。
清理后如存放时间过长(如超过24 h)应当重新处理。
2、垫板:铝合金在高温时强度很低,液态铝的流动性能好,在焊接时焊缝金属容易产生下塌现象。为了保证焊透而又不致塌陷,焊接时常采用垫板来托住熔池及附近金属。垫板可采用石墨板、不锈钢板、碳素钢板、铜板或铜棒等。垫板表面开一个圆弧形槽,以保证焊缝反面成型。也可以不加垫板单面焊双面成型,但要求焊接操作熟练或采取对电弧施焊能量严格自动反馈控制等先进工艺措施。
3、焊前预热:薄、小铝件一般不用预热,厚度10 mm~15 mm时可进行焊前预热,根据不同类型的铝合金预热温度可为100℃~200℃,可用氧一乙炔焰、电炉或喷灯等加热。预热可使焊件减小变形、减少气孔等缺陷。
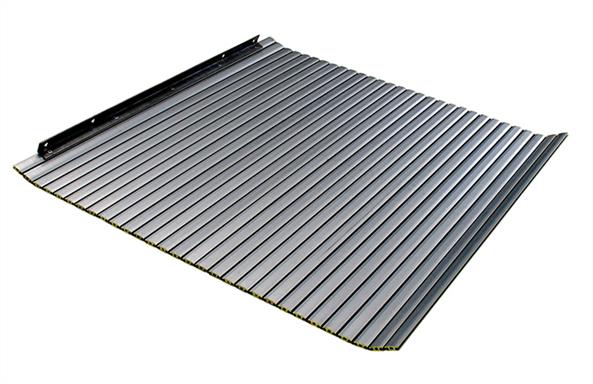
铝型材防护帘(铝帘子)
性能及用途:主要用于保护机床导轨面不受金属屑、冷却液的侵蚀,具有防屑、防冷却液等功能,从而延长机床精度寿命。
特点:本产品利用耐油耐腐橡胶作为连接件并同铝合金条组成,在一般情况下。无须安装导向板,因此,具有体积小、外形美观、结构可靠性好、占用空间小等特点,特别适用于因受空间位置限制而不能使用其它防护装置情况下,采用此裙帘更能体现出其优越性。
防护帘的小弯曲半径为30mm;裙帘的长度( L)与宽度(B)可根据用户需要而加工;
-/gbafhbc/-