二手模具进口备案需要哪些资料
备案资料如下:
1.《进口旧机电产品备案申请书》 盖章正本一份
2.《进口旧机电产品装运前预检验申请书》盖章正本一份
3.《进口旧机电产品清单》盖章正本一式三份
4.贵司营业执照复印件加盖公章一份
5.国外发货人营业执照复印件加盖国内公司公章一份
6.外贸合同复印件加盖公章一份
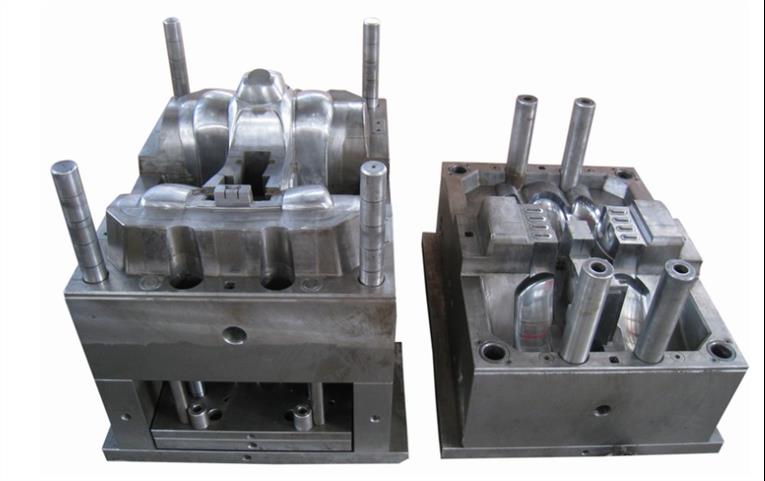
7.每套模具的彩片打印盖章一份。
广东企业进口二手模具设备报关流程,二手模具设备进口报关代理
广东恒邦国际物流有限公司,理二手设备等进口备案、进口中检、自动进口许可证、进口通关、国内派送等服务。
广州某企业三月份从捷克共和国进口一批在1.2个方、2吨重的二手模具设备,委托我司二手模具设备进口报关的业务,针对旧设备进口,我司接触到货物的具体情况,作出以下的流程:
1、因为需要进口的二手模具设备比较陈旧,我司在做备案资料上面,合理、详细的做好备案资料,开始模具的进口备案,备案书下来,确定不需要装运前预就爱你,直接在港口安排清关。
2、二手模具设备的进口报关,帮客户提前准备好申报要素等一系列的资料,确定资料准确、齐全,开始申报。
二手模具设备的进口报检报关——出税单缴税——查验放行
3、安排车辆把货物派送到客户的指点地点,并协助客户完成商检的调离的查验。
旧模具是个很刺手的问题。所谓隔行如隔山。很多人遇到进口 旧模具时一筹莫展。广东恒邦国际物流有限公司跟大家交流下进口 旧模具问题!
旧模具进口跟机械进口一样的。但是 旧模具进口比机械进口相对来说更为容易!
旧模具进口可采用一般贸易进口和包柜进口的方式报关进口。
包柜进口不需要提供任何资料。货运公司一般都能全部帮您搞定。不能申报做为固定资产。但他进口方便。速度快。成本低!
二手模具进口操作流程安排:
1. 进口港所在地商检局申请进口旧机电商检备案
2. 同时旧机电进口许可证,申请“O”证 (自动进口许可证)
3. 香港中检公司做检验——中检检验出合格证,《进口旧机电产品装运前检验证书》
4. 到国内进口口岸商检局换正本备案书与《检验检疫合格证书》
5. 进口提前商检备案,《进口旧机电产品装运前预检验备案书》与检验检疫申请
6. 准备进口资料—-从香港安排货运到码头-—在进口港,进行商检查货—-海关进口审核—-出税单、缴税—海关现场查验核对—提货放行—陆运配送厂家。
时 间:
1. 提前备案,同时O证,所需时间15—21天。
2. 安排中检,2-4天。
3. 驳船,1—3个天。
4. 申报,在单证和审价没有问题的情况下,约3—7天。
5. 指定港口清关后内陆陆运配送至厂家。
以上操作时间共约25-30个工作日
公司是冶金工业,公路铁路车辆工装配件设计生产配套企业,专业制造生产冲压模具、各种千吨、万吨大型压力机用锻造冲压模具以及各种进口折弯机模具、非标成型模具,并有专业设计人员生产制造非标成型模具、灯管模、铁路货车、集装箱模具,数控模具等冲压、热锻模具。同时为各大钢铁企业生产了优质配套产品,如9Crsi、6CrW2Si、Cr12MoV、W18Cr4V、3Cr2W8V、4Cr5MoSiV(H13)、7Cr7M03V2SiC(LD)热剪刀片,轧辊。3-8米整体剪板机冷剪刀片、高精度圆刀、度、超厚度、超热度不锈钢剪切刀片和新型制动梁切分机刀片等。
本公司充分利用周边的配套资源,加强地区内企业合作,实现强强联合,开发大型冲压锻压模具,公司选择周边大型铸造锻造厂的优质铸造锻造原料,严格控制来料前的探伤和金相组织分析,同时,联合华东地区大型的热处理公司,共同研究讨论不同材质及规格的模具热处理工艺、流程的方案,配套本公司进行模具的热处理,保证产品的技术要求和产品质量。
同时,中冶公司在产品技术与质量上不断的创新与进步,产品获得ISO9001:2008质量管理体系的认证。产品品质得到客户的一致认可与肯定。多年来协助用户开发出铁路货车用锻造钩尾框、上心盘、钩舌等锻模;下侧门、中门等冲压模;根据用户现场实际特点,选用不同模具设计方案,优化模具材料、热处理性能,不断提高用户产品质量、模具寿命、生产效率。
模具材料
模具材料重要的因素是热强度和热稳定性,常用料模具材料:工作温度 成形材料 模具材料
<300℃锌合金Cr12、Cr12MoV、S-136、SLD、NAK80、GCr15、T8、T10。
300~500℃铝合金、铜合金 5CrMnMo、3Cr2W8、9CrSi、W18Cr4V、5CrNiMo、W6Mo5Cr4V2、M2。
500~800℃ 铝合金、铜合金、钢钛 GH、GH33、GH37。
800~1000℃ 钛合金、钢、不锈钢、镍合金 K3、K5、K17、K19、GH99、IN100、ЖC-6NX88、R-M200、TRW-NASA、WA。
>1000℃ 镍合金 铜基合金模具、硬质合金模具。
如何提高模具的使用寿命
对用户来讲,提高模具的使用寿命可以大大降低冲压成本。影响模具使用寿命的因素如下:
1、材料的类型及厚度;
2、是否选择合理的下模间隙;
3、模具的结构形式;
4、材料冲压时是否有良好的润滑;
5、模具是否经过特殊的表面处理;
6、如镀钛、碳素氮化钛;
7、上下转塔的对中性;
8、调整垫片的合理使用;
9、是否适当采用斜刃口模具;
10、机床模座是否已经磨损;
-/gjdbjj/-